



【摘要】:该标准Ⅰ级精度模架导套,导柱采用H6/h5配合,给定配合间隙为0.004~0.011mm,远小于该冲压件的冲孔间隙,故其导向精度足以保证冲模具有均匀、一致的间隙。
(1)模具图(图4-32)
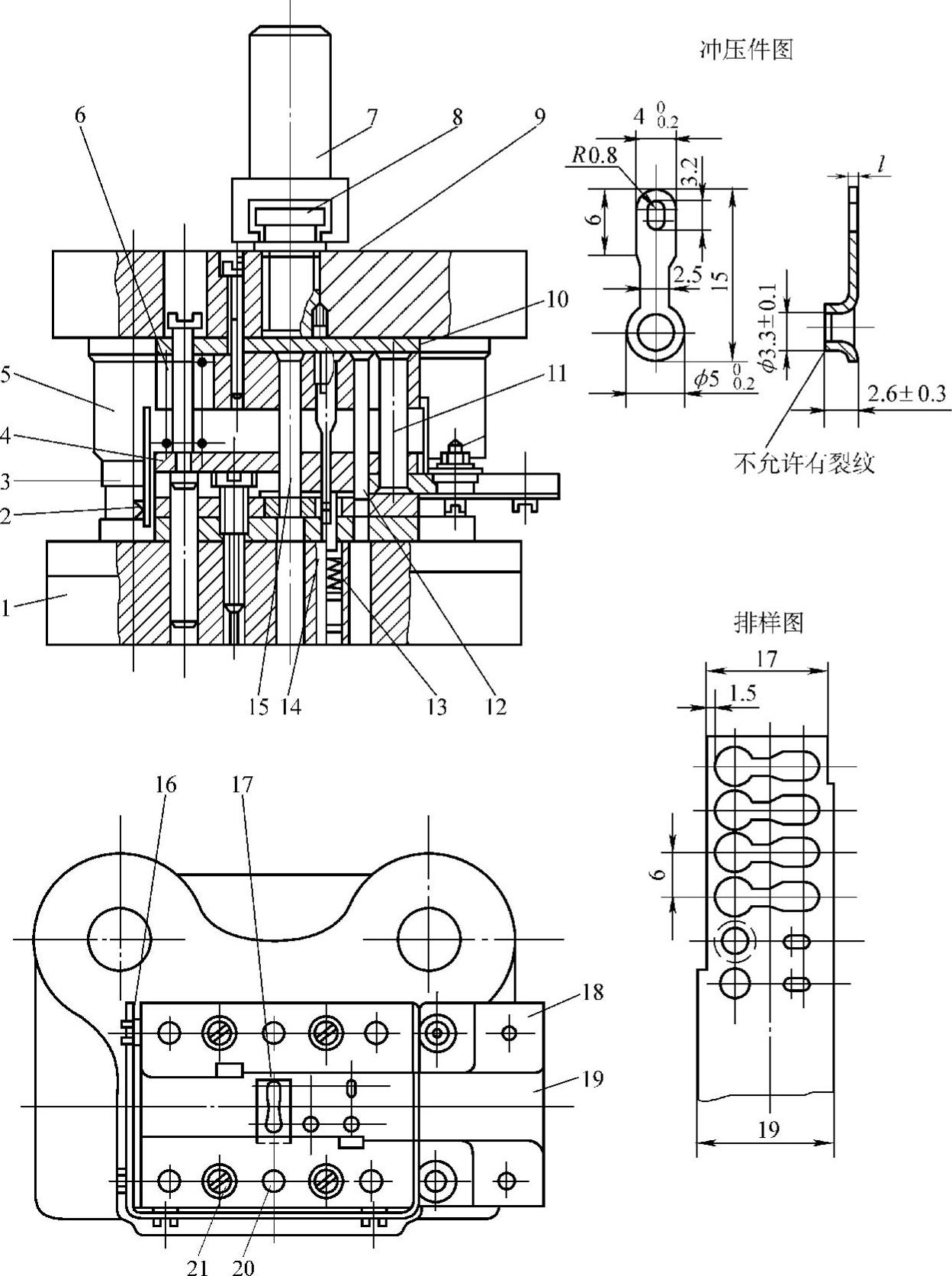
图4-32 底板滑动导向后侧导柱模架弹压导板冲孔、翻边、落料三工位连续式复合模
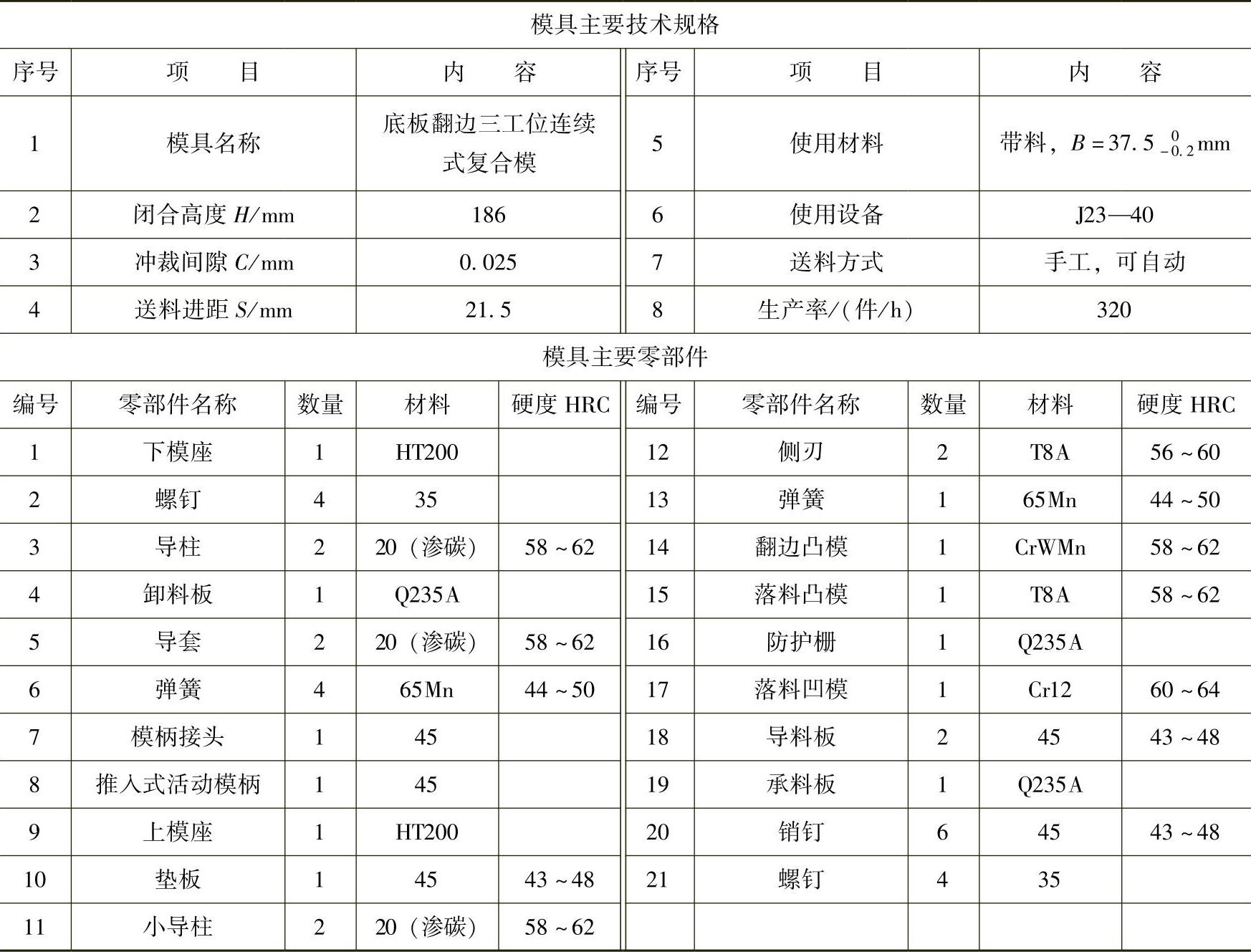
(2)模具主要技术规格及零部件(表4-32)
表4-32 模具主要技术规格及零部件
(3)分析说明
图4-32所示为连接片冲孔,翻边、落料连续式复合模。该冲模用变薄翻边冲出M4螺纹底孔dz=3.3mm,翻边凸缘高H0=2.6mm。该冲压件外形尺寸为厚×长×宽=1mm×15mm×5mm。其尺寸与形位精度要求较高,翻边凸缘口部不允许有裂纹。(https://www.xing528.com)
该冲模结构上的主要特点如下:
1)采用推入式活动模柄,可克服压力机滑块导向误差对冲模的影响,确保冲模始终保持均匀一致的间隙,有利于提高冲压精度和冲模寿命。
2)采用GB/T2851—2008《冲模滑动导向模架》。该标准Ⅰ级精度模架导套,导柱采用H6/h5配合,给定配合间隙为0.004~0.011mm,远小于该冲压件的冲孔间隙,故其导向精度足以保证冲模具有均匀、一致的间隙。
3)为提高细长冲孔及翻边凸模的抗纵弯稳定性,结构上采用了导料板上加小导柱导向机构,使弹压卸料板承载后不产生横向偏移。同时,采用加厚卸料板,在冲孔及翻边凸模工作时,其工作端卸料板上的相应模孔沿横向对上述凸模给以支承,平衡并消减可能出现的侧向力,凸模不会折断。
4)采用等长度的超长导料板,使条料在较长的导料槽中平直送进,不发生偏斜。
5)落料凹模17易磨损,采用镶拼结构,镶块更换方便。
6)凹模外围操作面一侧装安全防护栅16,确保安全操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。