



【摘要】:模具图模具主要技术规格及零部件图4-26 阳极滑动导向对角导柱模架弹压卸料冲孔、切废、成形、落料五工位连续式复合模表4-26 模具主要技术规格及零部件(续)分析说明图4-26所示为冲制阳极零件的滑动导向对角导柱模架弹压卸料冲孔、切废、成形、落料五工位连续式复合模。冲压工艺设有冲孔、切废、成形、落料5个工位。其中,第Ⅳ工位上、下模芯均采用镶拼结构。虽可放大至0.01mm,但仍必须配备高精度导向模架,方可保证冲压精度。
(1)模具图(图4-26)
(2)模具主要技术规格及零部件(表4-26)
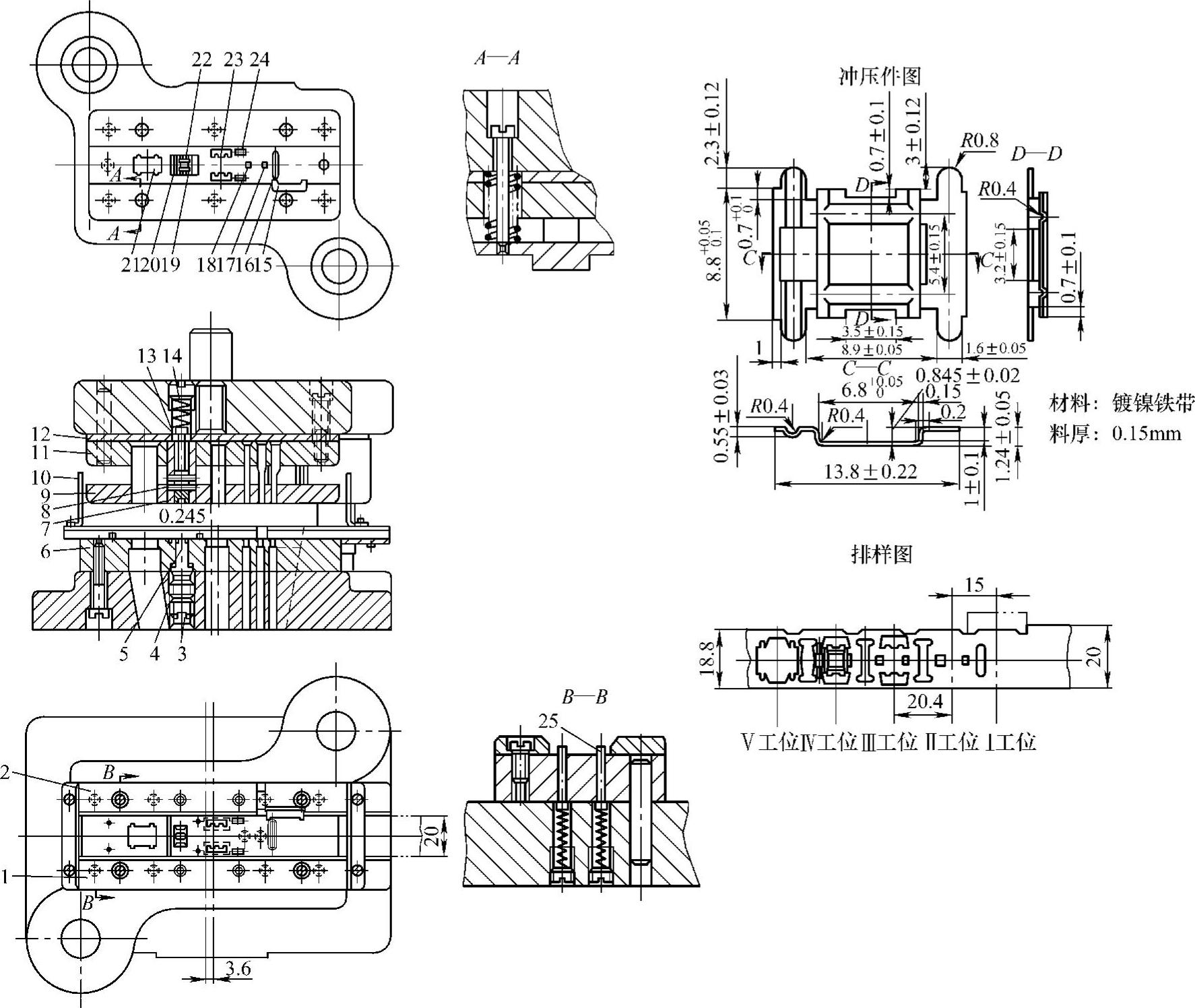
图4-26 阳极滑动导向对角导柱模架弹压卸料冲孔、切废、成形、落料五工位连续式复合模
表4-26 模具主要技术规格及零部件

(续)

(3)分析说明
图4-26所示为冲制阳极零件的滑动导向对角导柱模架弹压卸料冲孔、切废、成形、落料五工位连续式复合模。从冲压件图可以看出,零件材质为0.15mm厚的镀镍铁带,外形小而形状复杂,精度要求高,尺寸公差较严。其整体外形为一浅凹形,底部纵横有筋,侧面开有长窗口,冲压难度较大。冲压工艺设有冲孔、切废、成形、落料5个工位。从排样图可以看出,该制件采用有沿边、有搭边单列直排排样,用凹式侧刃节制送料,控制送料进距,进行有废料冲压。其冲压过程如下:(https://www.xing528.com)
第Ⅰ工位用标准凹式侧刃对入模带料切边定距井冲长圆工艺孔,以利于后续变形冲压。
第Ⅱ工位由冲孔凸模17、18冲两个方孔,孔长为(3.2±0.15)mm,孔宽由侧面开窗展开尺寸决定。
第Ⅲ工位用切废凸模23冲去制件两边余料。
第Ⅳ工位压弯成形。
第Ⅴ工位落料成品。
该冲模结构特点如下:
1)采用镶拼结构制出凹模。其中,第Ⅳ工位上、下模芯均采用镶拼结构。
2)冲压件料厚很小,冲裁间隙C(单边)仅0.006mm。虽可放大至0.01mm,但仍必须配备高精度导向模架,方可保证冲压精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。