



【摘要】:冲模冲压的运作过程如下:板材条料沿导料板送入模。通过冲孔、压凸包、落料3个工步4个工位冲出左右两件。该冲模的结构特点如下:1)为简化制模,凹模采用镶拼结构。2)为控制压凸包深度,冲模导柱下部装了限位套。
(1)模具图(图4-25)

图4-25 弹簧片滑动导向后侧导柱模架弹压卸料冲孔、压凸包、落料四工位连续式复合模
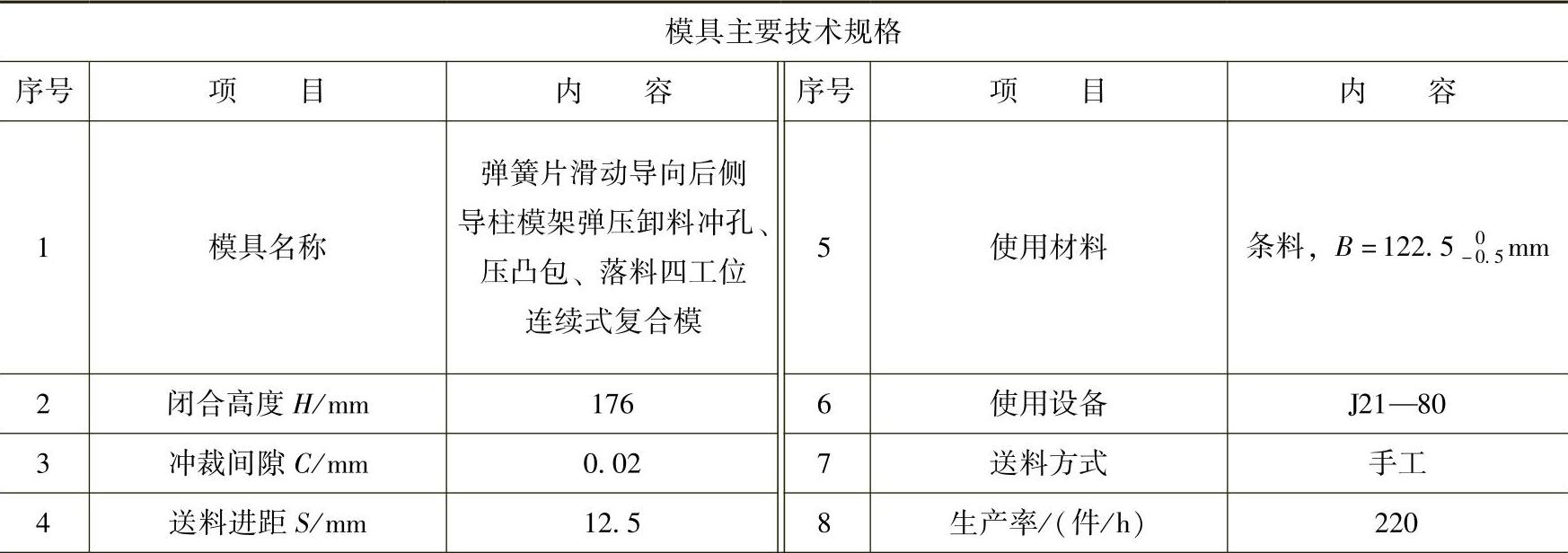
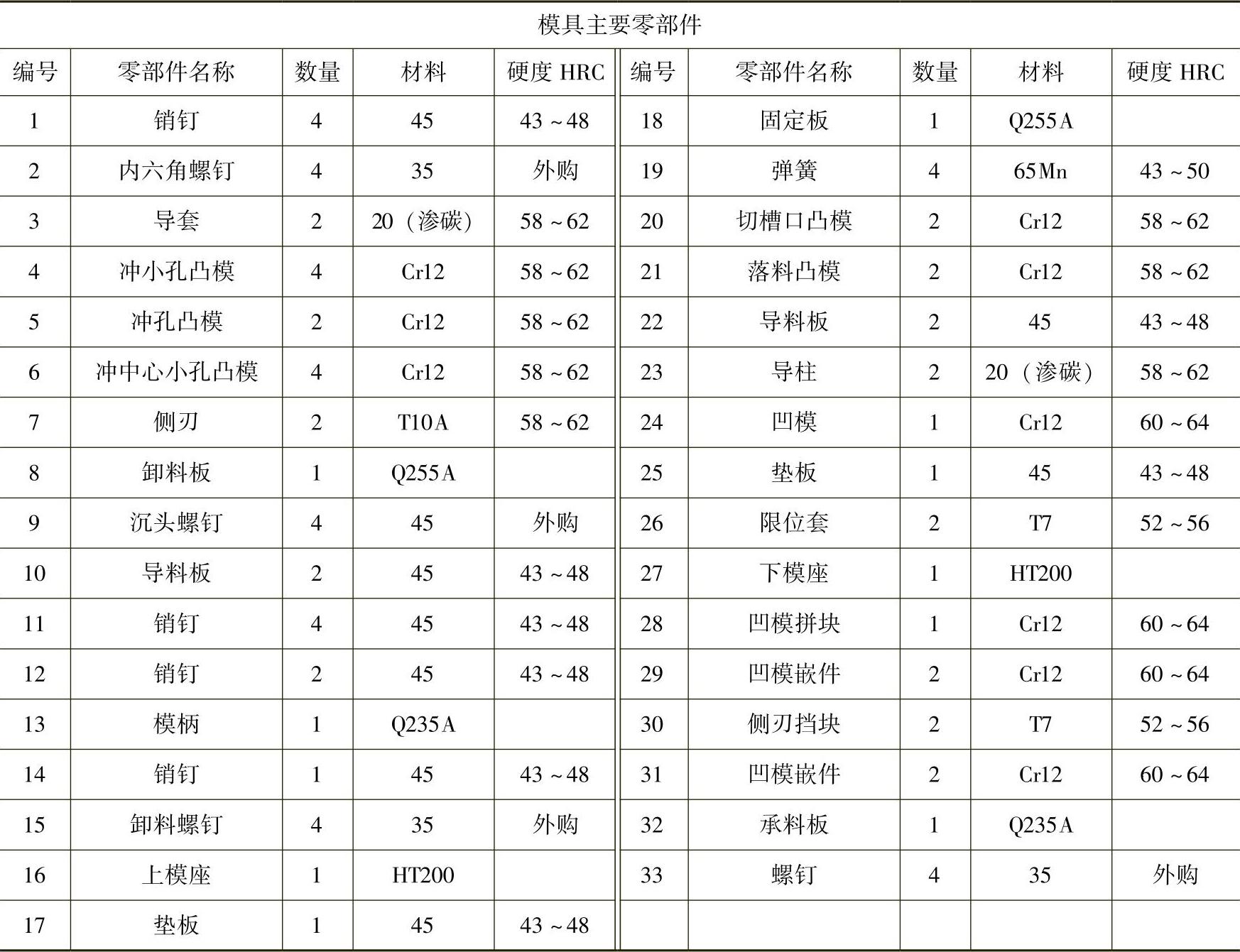
(2)模具主要技术规格及零部件(表4-25)
表4-25 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图4-25所示为弹簧片滑动导向后侧导柱模架弹压卸料冲孔、压凸包、落料四工位连续式复合模。弹簧片为65Mn弹簧钢材质,料厚t=0.5mm,其形状复杂,中间有众多小孔与窄槽,还有直径为1mm、深0.8mm的凸包,整体外形窄又长,其总长度为91mm,而宽度为5mm,只有一个宽3.5mm的旁凸,台阶为10mm宽。
该冲压件排样采用横置交错两行排列有搭边、有沿边排样,进行有废料冲裁。冲模冲压的运作过程如下:板材条料沿导料板送入模。送料进距S=12.5mm由一双矩形侧刃在导料槽两边控制。共设4个工位。通过冲孔、压凸包、落料3个工步4个工位冲出左右两件。第Ⅰ工位左工件完成长短两缺口及冲凸部分,右工件完成短缺口及冲凸部分;第Ⅱ工位左工件与右工件均冲出两个ϕ0.9mm小圆孔;第Ⅲ工位左工件落料成品,右工件完成长缺口冲切;第Ⅳ工位右工件落料成品。
该冲模的结构特点如下:
1)为简化制模,凹模采用镶拼结构。长短缺口为窄槽,采用拼块组合嵌件。
2)为控制压凸包深度,冲模导柱下部装了限位套。
3)冲小孔和冲窄槽口以及压凸包凸模均采用了加粗凸模杆部的加固措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。