



【摘要】:模具图图4-9 盖板滑动导向对角导柱模架弹压卸料冲孔、压凹、落料三工位连续式复合模模具主要技术规格及零部件表4-9 模具主要技术规格及零部件(续)分析说明图4-9所示为冲制摩托车机油泵盖板用滑动导向对角导柱模架冲孔、局部成形、落料三工位连续式复合模。该冲模的主要结构特点为:1)双侧刃定距。双侧刃定距用侧刃1代替了始用挡料装置、挡料销、导正销控制条料进距。
(1)模具图(图4-9)
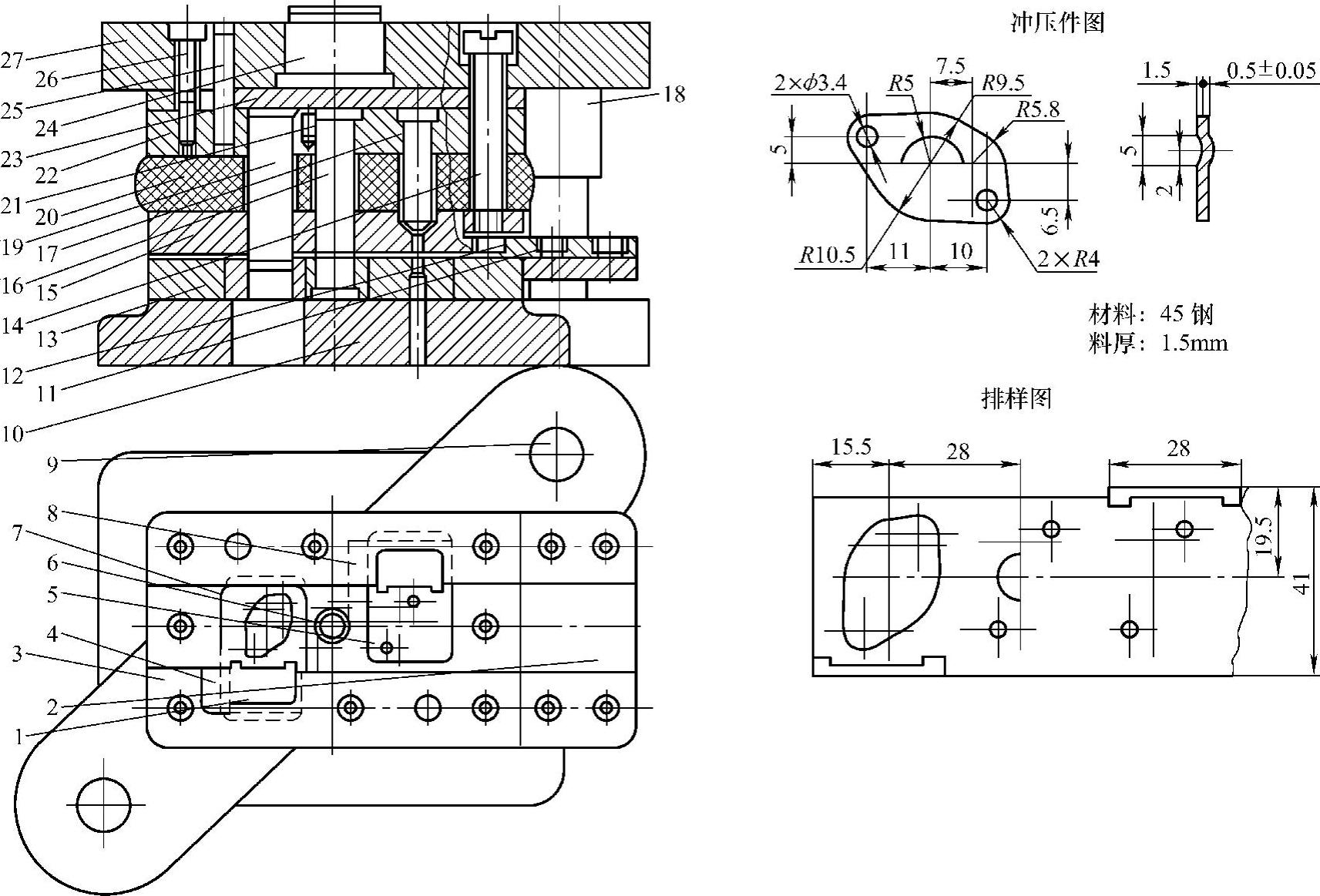
图4-9 盖板滑动导向对角导柱模架弹压卸料冲孔、压凹、落料三工位连续式复合模
(2)模具主要技术规格及零部件(表4-9)
表4-9 模具主要技术规格及零部件

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图4-9所示为冲制摩托车机油泵盖板用滑动导向对角导柱模架冲孔、局部成形、落料三工位连续式复合模。该冲压件材质为45钢,料厚t=1.5mm。其形状似法兰盘,但中心有一个半径为5mm的半圆凸包,深0.5mm。冲压工艺采用宽B=41mm的板裁条料,冲压件采用以半圆凸包中心线为准,垂直于条料边单列直排有沿边、有搭边排样,进行有废料冲裁与压凸成形后落料,连续冲压一模成形。取沿边a与搭边b均为2mm,即a=b=2mm,实际需要条料宽B=41mm,送料进距S=28mm,用沿条料两边错开布置的两个凹式侧刃控制送料进距。
该冲模的主要结构特点为:
1)双侧刃定距。双侧刃定距用侧刃1代替了始用挡料装置、挡料销、导正销控制条料进距。在压力机的每次冲压行程中,侧刃沿条料边缘切下一块长度等于进距的料边,使得送料时条料上只有切去料边的部分才能通过,通过的距离即等于进距。
2)镶拼式凹模。经实践证明,它不仅能节约模具用钢,而且利于加工和模芯的更换及修复。在采用镶拼式凹模结构后,凹模框13的型腔及间距尺寸要求严格,制模时应予以特别关注。
3)采用加厚模座、加粗导柱的加强型模架,以适应料厚较大、原材料强度较大的45钢条料的连续冲压。
4)冲2×ϕ3.4mm的小凸模采用加固杆部的二台阶结构形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。