



【摘要】:该冲模利用冲制工件材质软而冲压成形性能好的特点,采用冲挤成形制件头部7.3mm、高3mm的浅圆筒而后整体落料。2)凸模17用于冲断废料,便于回收纯铜。图4-5 接触环滑动导向对角导柱模架固定卸料冲挤、落料三工位成形连续式复合模表4-5 模具主要技术规格及零部件3)冲挤与落料工位之间设空工位,以便凸模安装和凹模镶拼。
(1)模具图(图4-5)
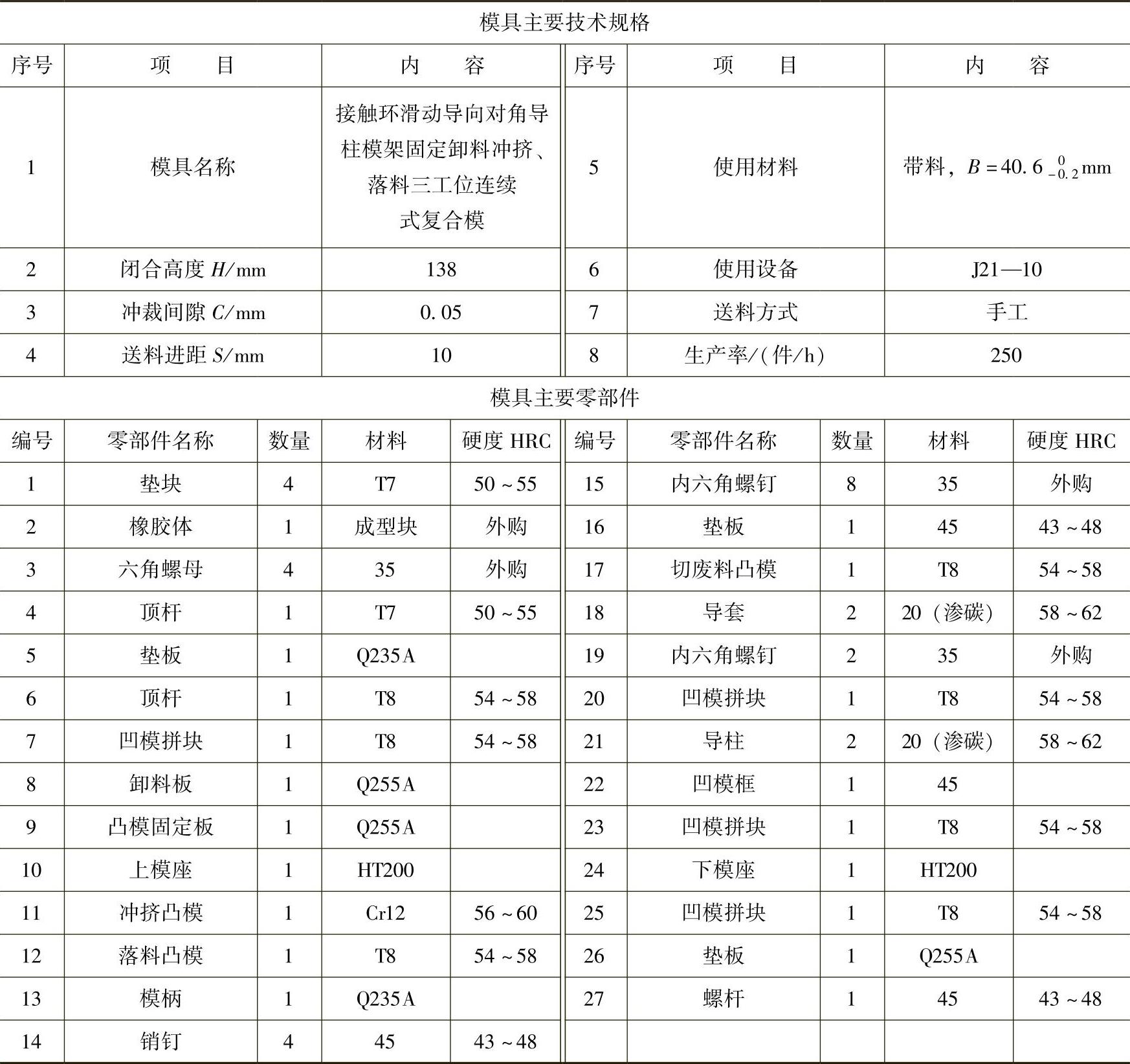
(2)模具主要技术规格及零部件(表4-5)
(3)分析说明
图4-5所示为用宽B=40.6mm、料厚t=0.5mm的T1纯铜带,在开式双柱固定台J21—10压力机上,使用滑动导向对角导柱模架的固定卸料冲挤、落料三工位连续式复合模大量生产电能表接触环。冲压件尺寸小而形状较复杂,详见冲压件图。其冲压加工难点在于工件头部直径为7.3mm、高为3mm的凸缘冲挤成形以及工件细长杆部落料出模不变形。
该冲模利用冲制工件材质软而冲压成形性能好的特点,采用冲挤成形制件头部ϕ7.3mm、高3mm的浅圆筒而后整体落料。冲压时顶杆6受橡胶体2的作用向上顶,材料受上下压力冲挤而流向凸模周围,因间隙小于料厚使冲挤的底料如同反挤,材料向上流动达到要求的圆筒高度。该冲模的主要结构特点如下:
1)凹模采用镶拼结构,落料凹模由拼块20、25构成,并与成形凹模7、23都嵌装在凹模框22内。
2)凸模17用于冲断废料,便于回收纯铜。(https://www.xing528.com)
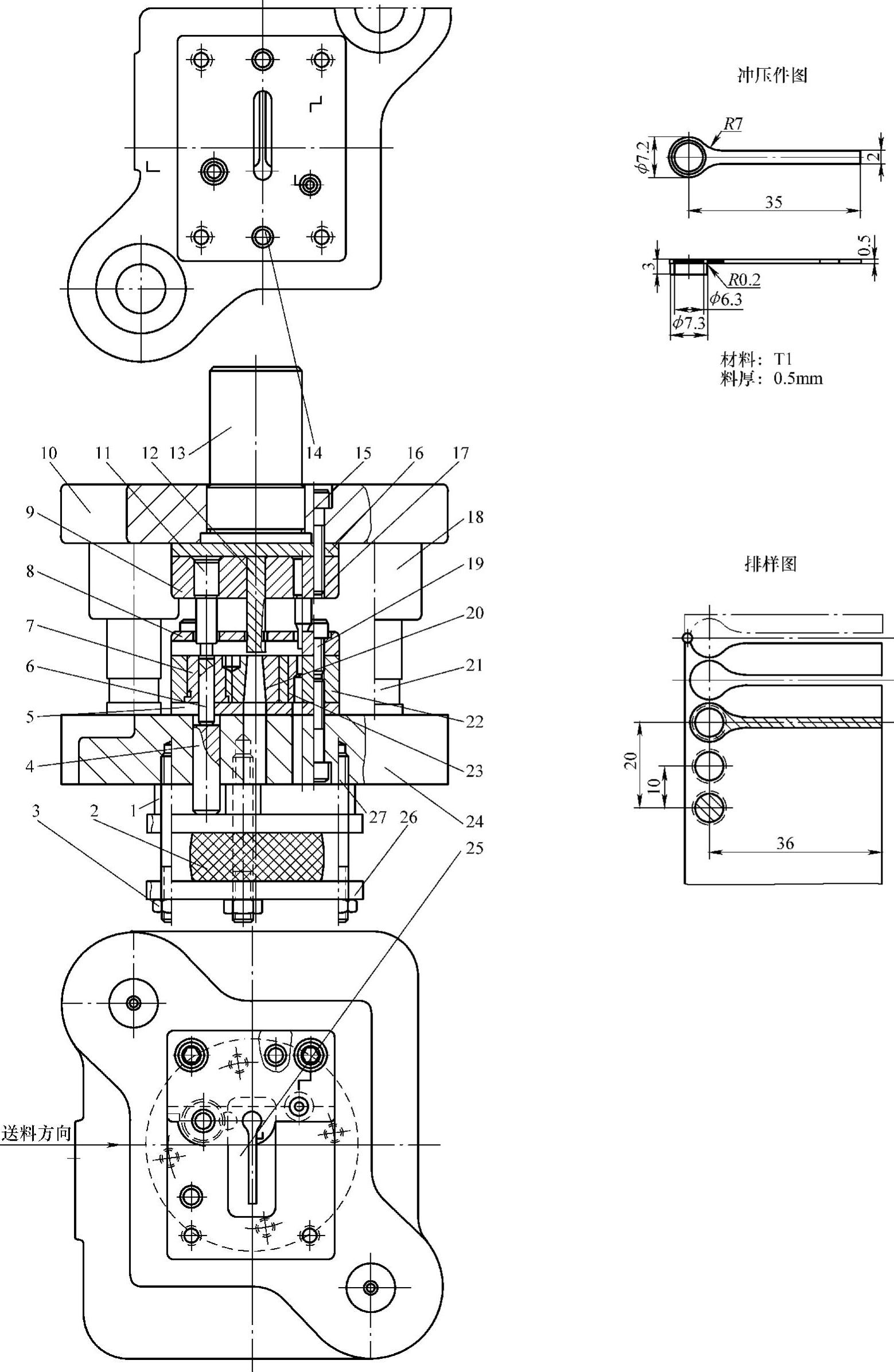
图4-5 接触环滑动导向对角导柱模架固定卸料冲挤、落料三工位成形连续式复合模
表4-5 模具主要技术规格及零部件
3)冲挤与落料工位之间设空工位,以便凸模安装和凹模镶拼。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。