



(1)模具图(图3-45)
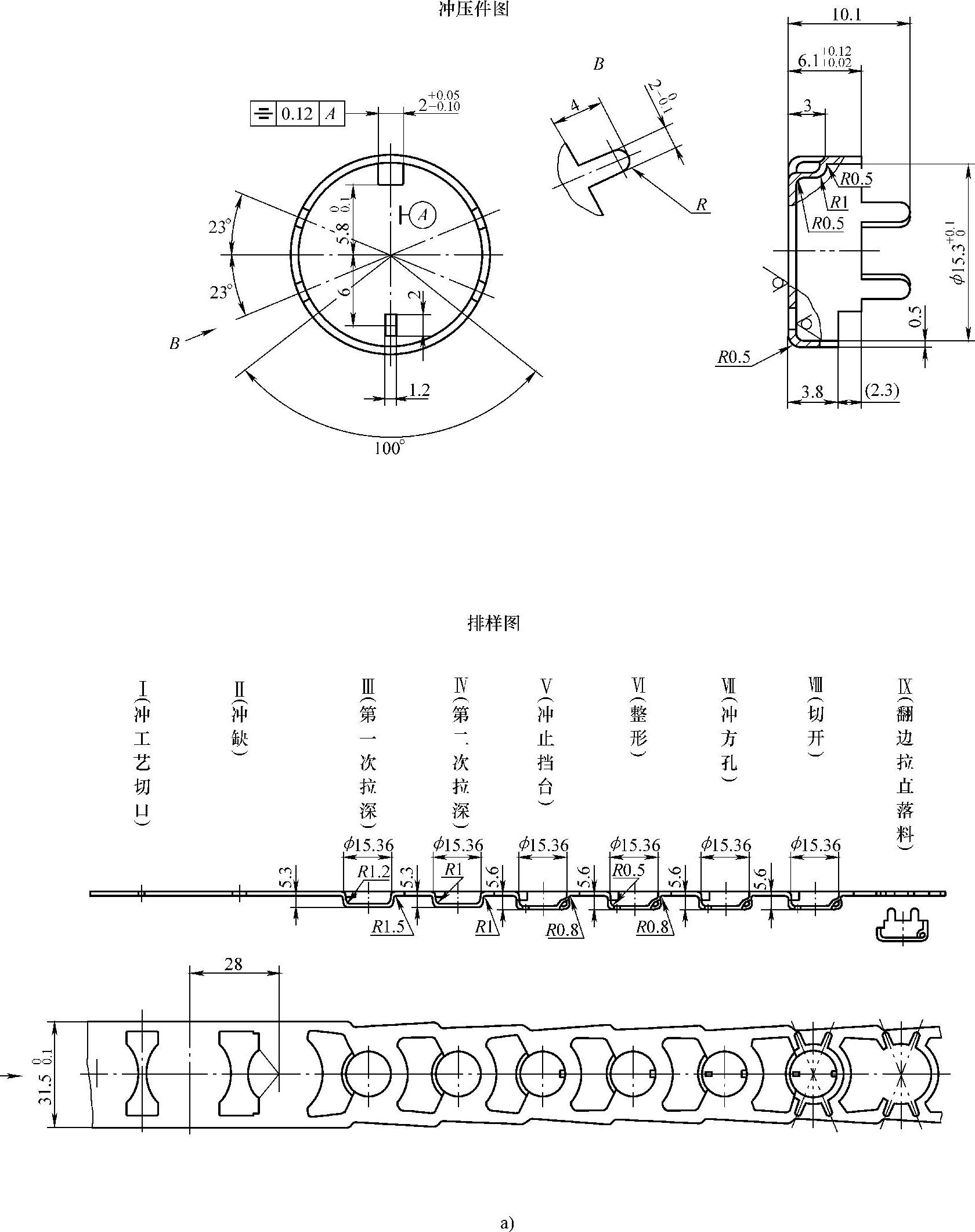
图3-45 电位器罩壳滚动导向滚珠四导柱钢模架弹压卸料连续拉深、成形、落料九工位连续式复合模
a)冲压件图及排样图
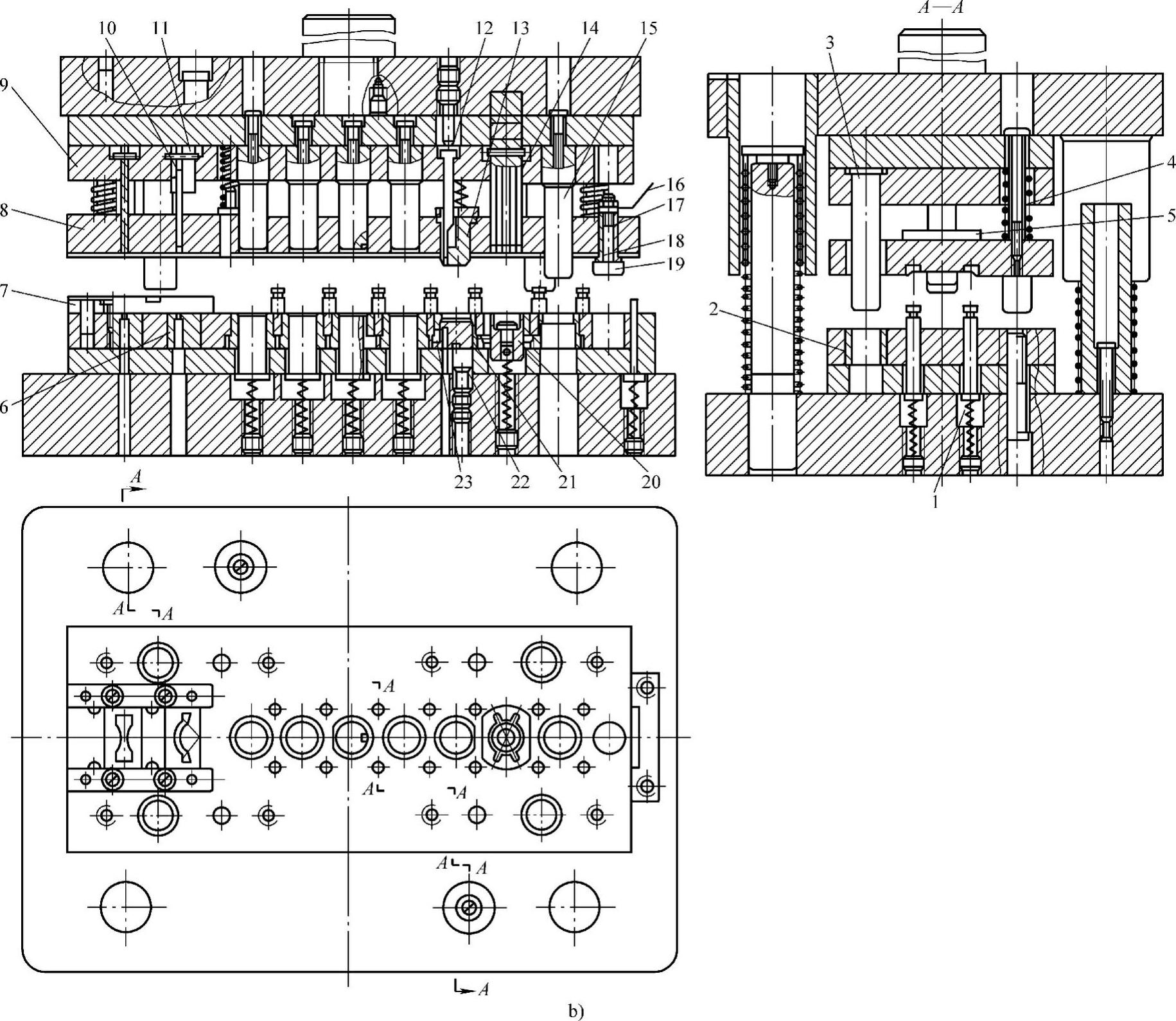
图3-45 电位器罩壳滚动导向滚珠四导柱钢模架弹压卸料连续拉深、成形、落料九工位连续式复合模(续)
b)模具图
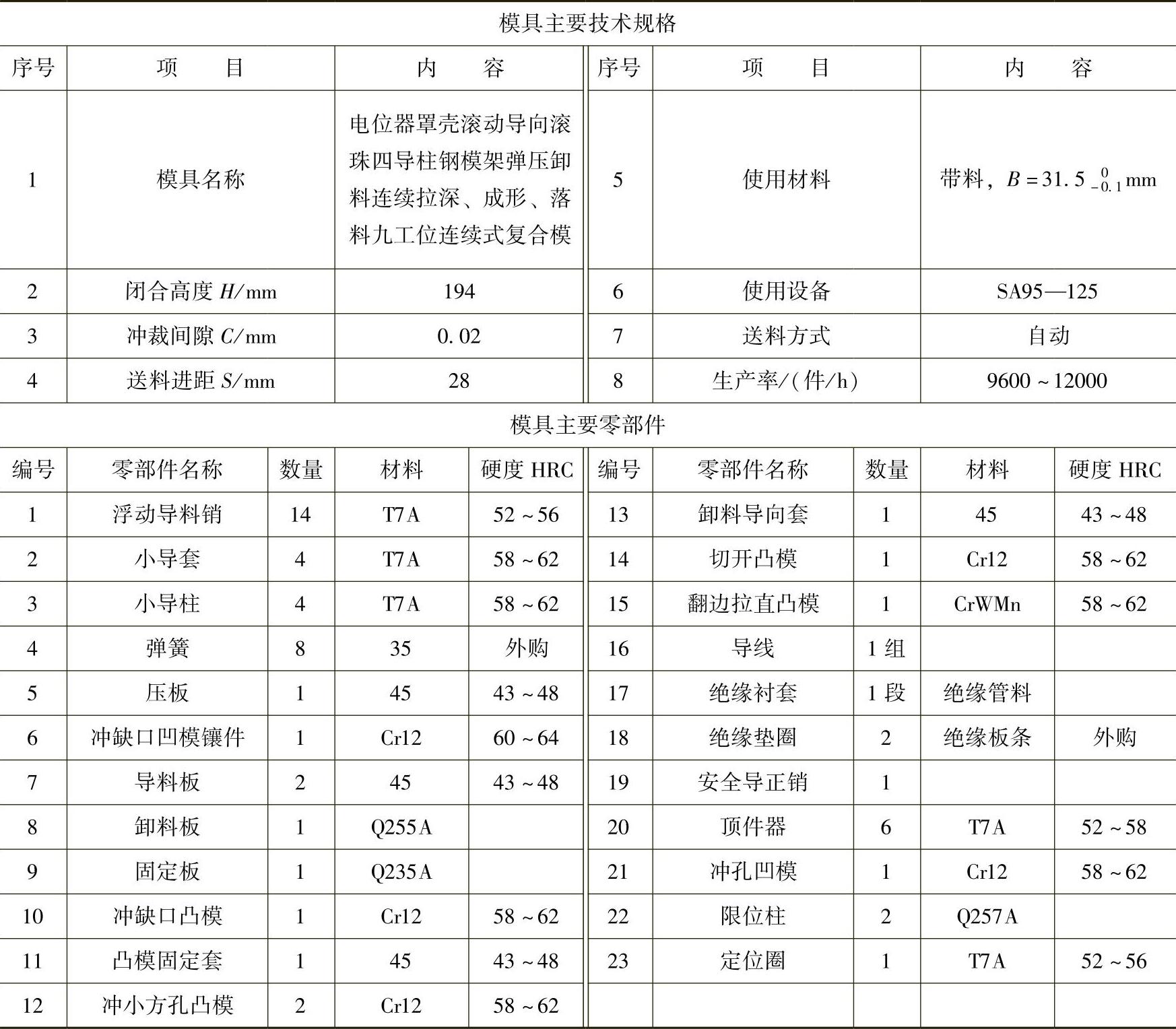
(2)模具主要技术规格及零部件(表3-45)
表3-45 模具主要技术规格及零部件
(3)分析说明
用图3-45所示九工位连续式复合模,采用带料有工艺切口连续拉深,通过冲切口、两次拉深、整形、冲孔、切开、翻边、落料等9工步,连续冲压,一模成形,冲制出图3-45中冲压件图所示电位器壳罩零件。
该冲压件的冲压工艺设9个工位,其冲压运作过程如下:
Ⅰ工位冲工字槽形工艺切口,送料进距为28mm。(https://www.xing528.com)
Ⅱ工位冲缺口,为拉深成形圆柱面缺口作准备。
Ⅲ工位进行首次拉深成形浅圆筒。其直径达到15.36mm,高度为5.3mm;工件内径达到图样要求,但口部与底部圆角半径仍大,分别为1.5mm和1.2mm。
Ⅳ工位,进行二次拉深,以减小底部圆角半径接近0.5mm。
Ⅴ工位冲止挡台,并通过整形精化尺寸,进一步减小底部圆角半径达到0.5mm。
Ⅵ工位,整形,进一步精化形状与尺寸。
Ⅶ工位,冲方孔。
Ⅷ工位,切开外形并复位。
Ⅸ工位,翻边拉直小耳并落料。
冲模结构特点:
1)采用滚动导向滚珠四导柱钢模架,精度高,刚度大,运转平稳。
2)采用7对浮动导料销,保证带料顺畅送进。
3)拉深凸模均采用螺钉吊装固定,详见模具图。
4)采用无触点电控自动检测安全防护系统(见图中件8与件16~19),工作可靠。装在卸料板8上的安全导正销19,通过绝缘衬套17、绝缘垫圈18与卸料板8绝缘,件19接导线16并与压力机电路连接,下模座接地。送料准确到位,安全导正销19插入带料导正孔中,不与带料接触,压力机正常工作;反之,件19与带料接触,导通电路形成回路,自动切断压力机控制电路。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。