



(1)模具图(图3-44)
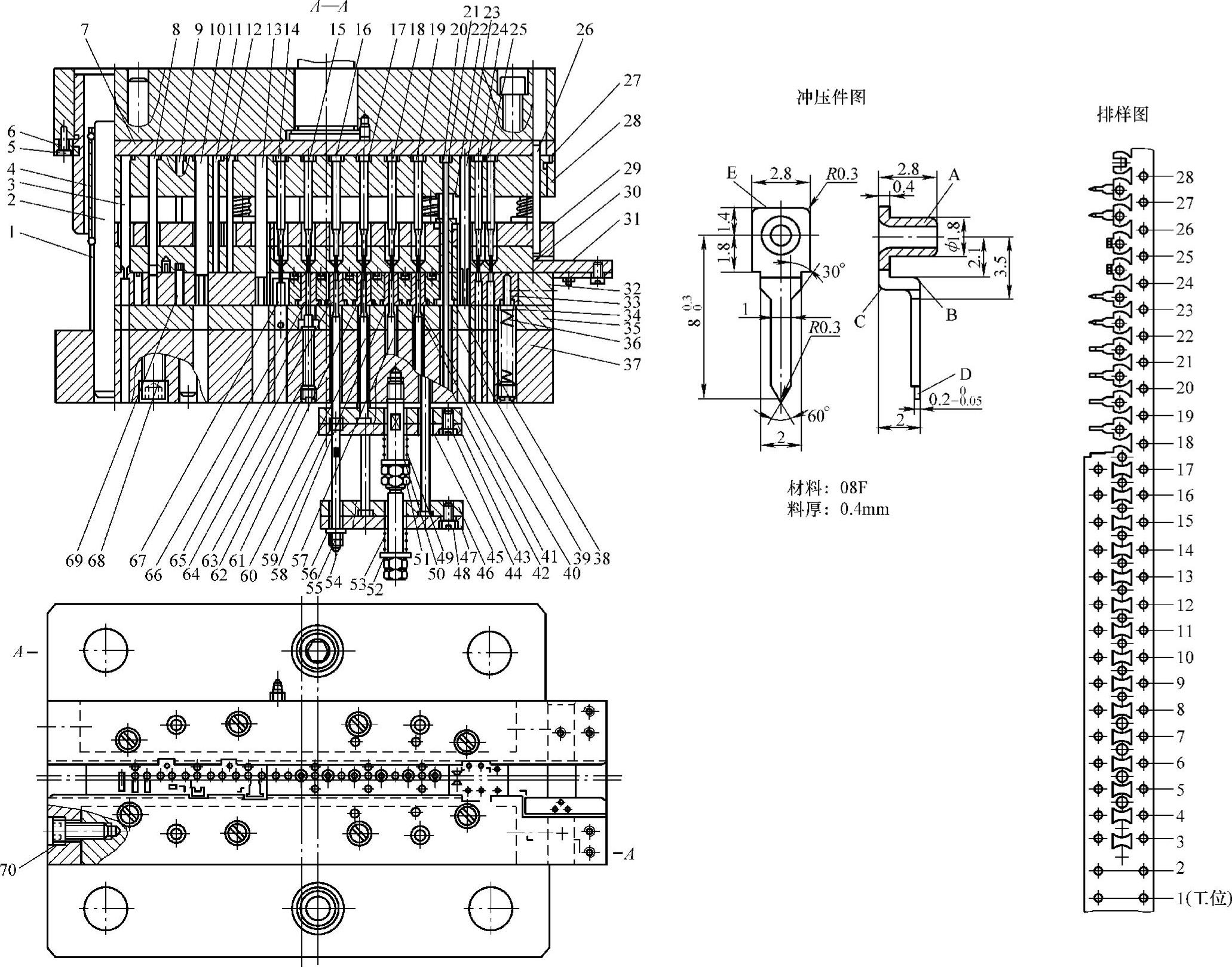
图3-44 接线片滚动导向滚珠四导柱钢模架弹压导板连续拉深、整形、弯曲、落料二十八工位连续式复合模
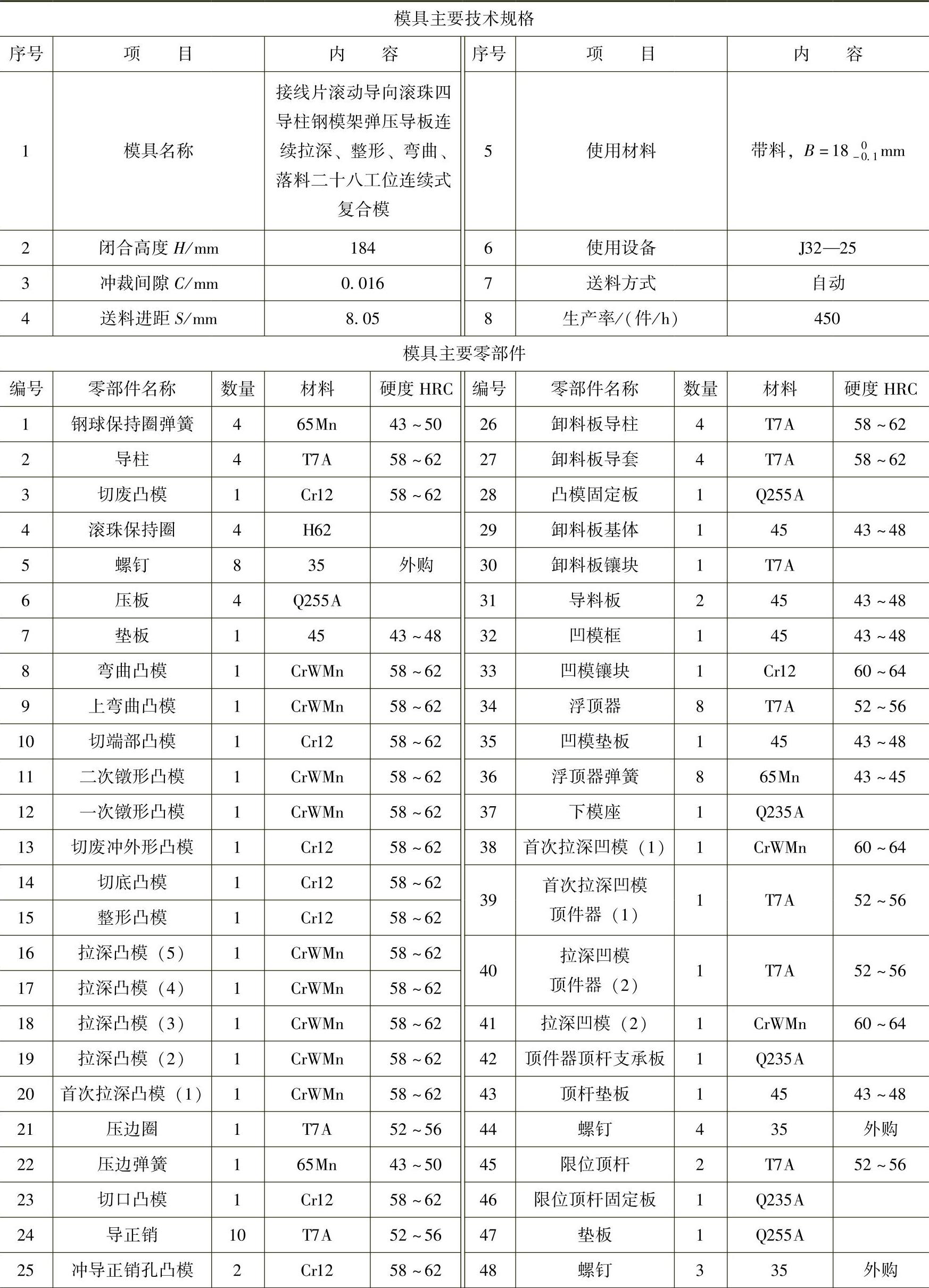
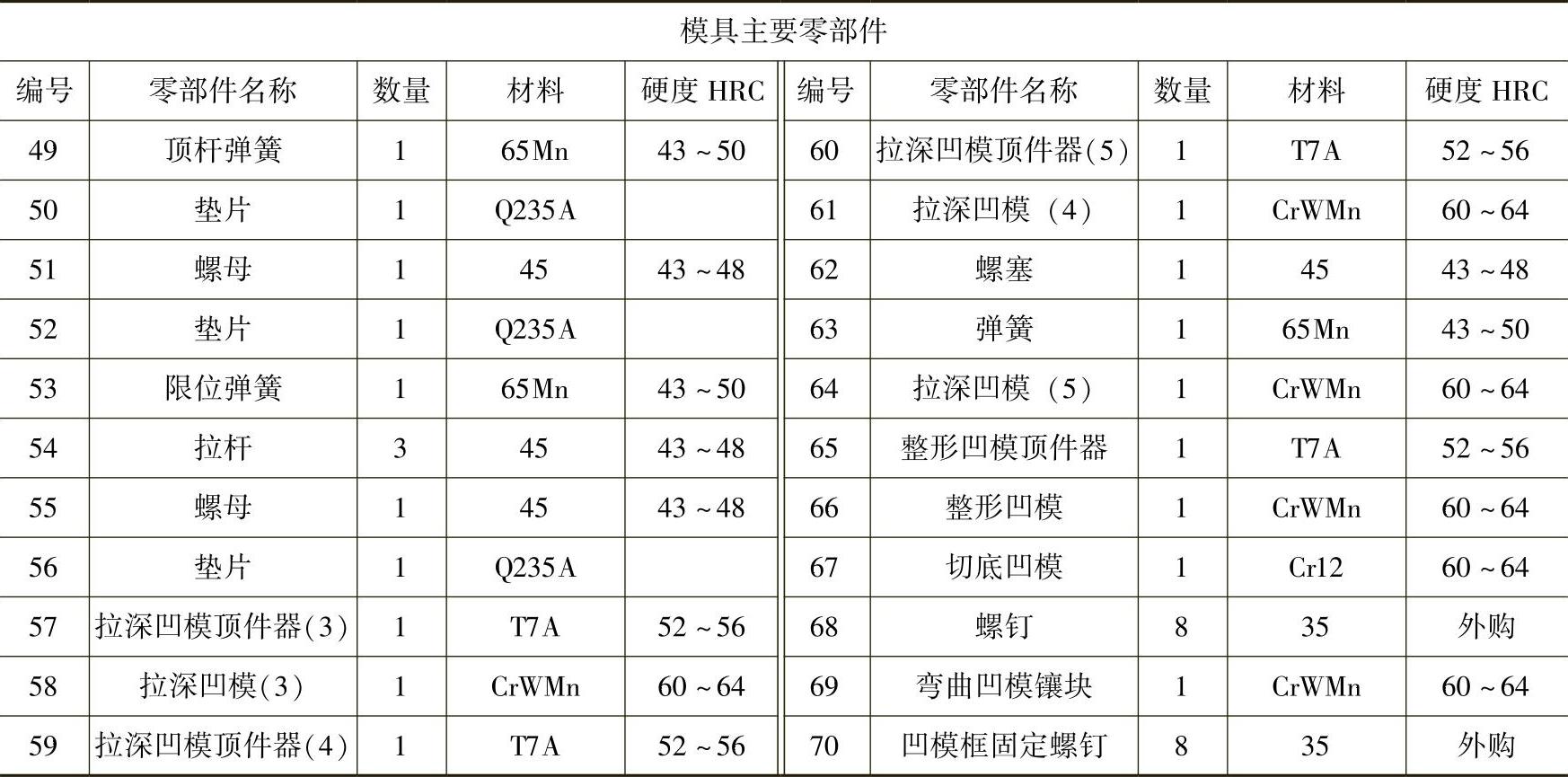
(2)模具主要技术规格及零部件(表3-44)
表3-44 模具主要技术规格及零部件
(续)
(3)分析说明
图3-44所示为冲制电位器接线片的滚动导向滚珠四导柱钢模架弹压导板用工字形切口的带料连续拉深、整形、弯曲、落料二十八工位连续式复合模。其冲压件形状复杂,尺寸小,尺寸与形位精度要求高,整体形状类似一个缩小尺寸具有 形弯曲手柄和带矩形凸缘的圆筒的汤勺,外形尺寸仅为长×宽=9.4mm×2.8mm,详见冲压件图。其材质为08F冷轧钢板,料厚t=0.4mm,冲压加工难度较大。(https://www.xing528.com)
形弯曲手柄和带矩形凸缘的圆筒的汤勺,外形尺寸仅为长×宽=9.4mm×2.8mm,详见冲压件图。其材质为08F冷轧钢板,料厚t=0.4mm,冲压加工难度较大。(https://www.xing528.com)
冲模结构设计充分考虑冲压件形状复杂、尺寸与形位精度高并依据冲压件图样要求和排样图对冲压工步、工位的排布,结合使用冲压送料装置与压力机的性能、技术参数等,设计了具有如下结构特点的二十八工位连续式复合模:
1)设计采用滚珠导柱钢模架,靠模架中滚珠导套与导柱的0.01~0.02mm的过盈配合,保证上、下模座上装的模芯能达到零误差或接近零误差的导向。
2)弹压卸料板装4个小导柱,使其成为弹压导板,确保凸模对匹配凹模的对准导向具有更高的精度。
3)冲模的弹压导板采用三块组合镶拼装在同一模板上。
4)细长冲裁与拉深、成形凸模均采用加粗杆部的加固措施。
5)为保证自动送料顺畅而精准,冲模除安装弹性侧压装置外,还装了11组(对)浮动导料销。
该冲模的冲压运作过程如下:
根据冲压工艺文件要求带料牌号及其料宽B、料厚t、送料进距S、使用设备技术规格及其滑块行程次数等数据,由专职调整工对送料装置与压力机协调运行进行调试至冲制出合格件为止。其正常运作过程是:第1工位冲两个ϕ1.5mm导正销孔;第2工位空挡;第3工位冲工艺切口;第4~13工位共5次连续拉深,每个拉深工位后均为空挡工位;第14工位空挡;第15工位整形,减小拉深圆角;第16工位空挡;第17工位冲底孔,将拉深得到的内径ϕ1mm的圆筒底部切去;第18工位冲压A区外形;第19工位空挡位;第20工位一次镦形,凸模工作面为10°斜面;第21工位为二次镦形;第22工位冲裁镦形部位外形;第23工位空挡;第24工位为工件接脚部位向上弯90°(B部位弯曲);第25工位空挡;第26工位为工件接脚部位(C部位)向下弯曲90°;第27工位空挡;第28工位落料并完成E部位外形冲裁。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。