



(1)模具图(图3-40)
(2)模具主要技术规格及零部件(表3-40)
(3)分析说明
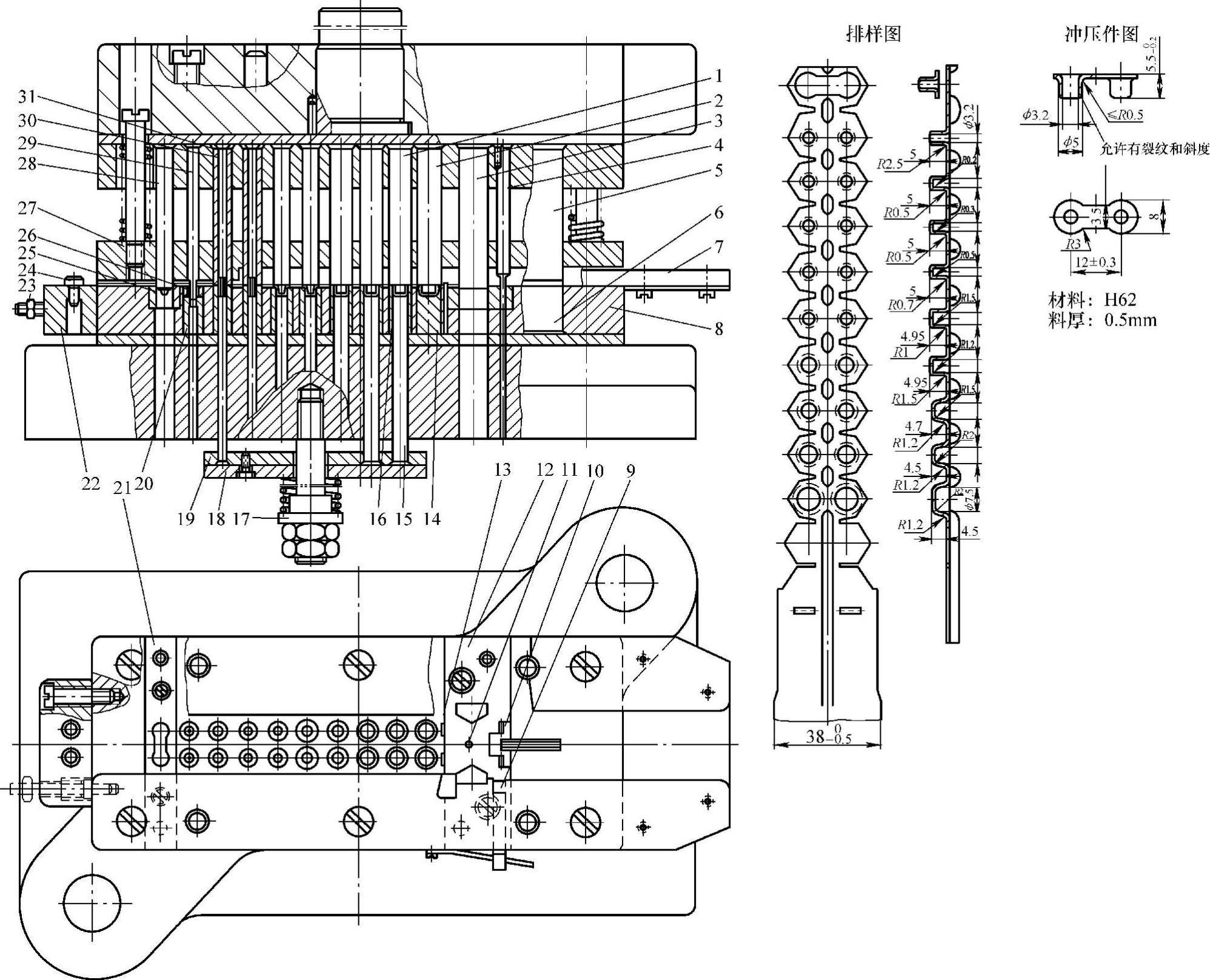
图3-39 双孔焊片滑动导向对角导柱模架弹压卸料连续拉深、冲底、落料十三工位连续式复合模
表3-39 模具主要技术规格及零部件
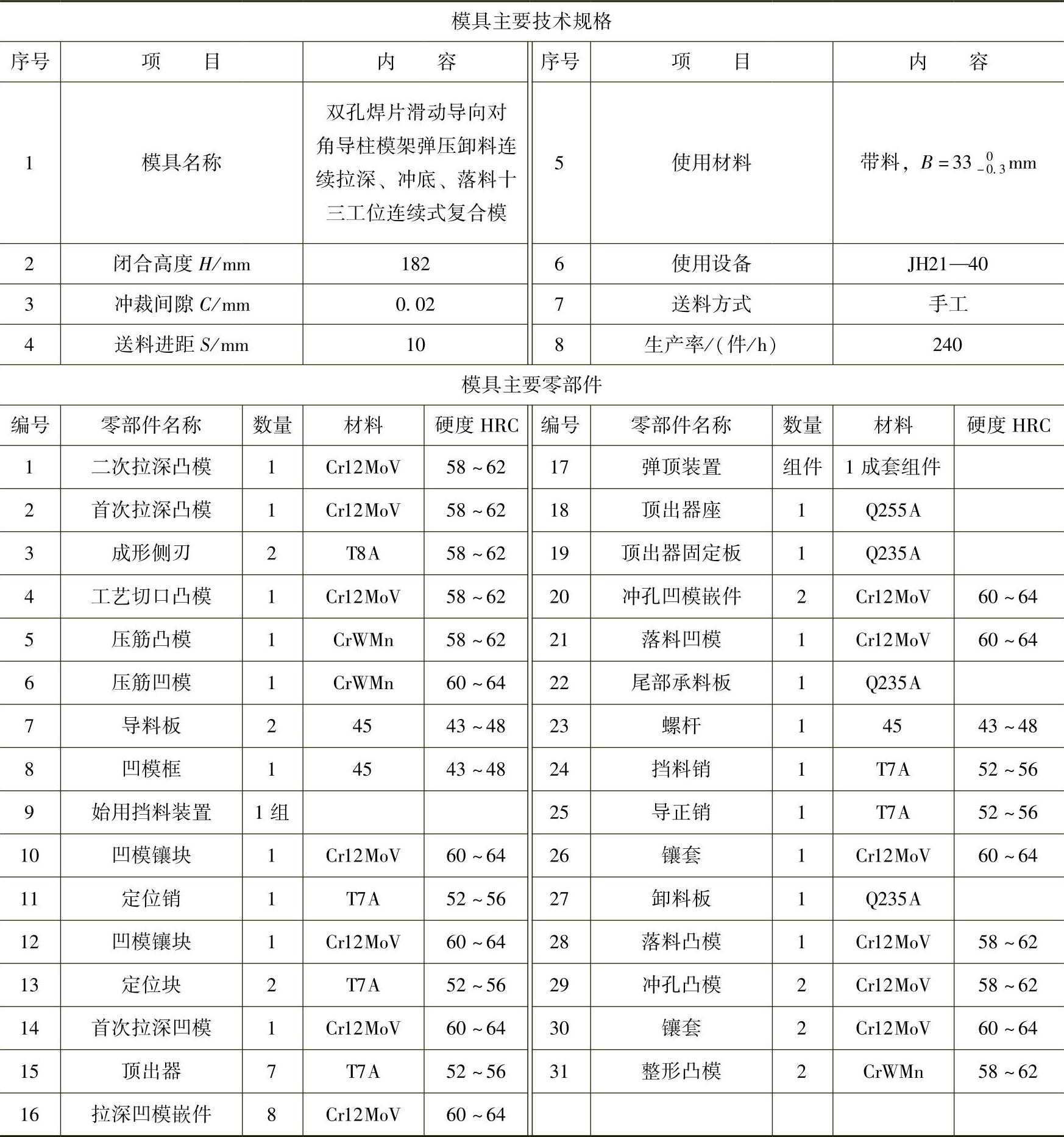
图3-40所示为带料用适形工艺切口连续拉深一模成形冲制料厚0.5mm的H62黄铜材质方焊片连续拉深、冲底孔、落料十四工位连续式复合模。该冲压件形状复杂:在4mm×4mm的方凸缘上带有6mm×6mm的方法兰,而在方法兰的两边还带有长×宽=6mm×4mm的半圆头有长圆孔长耳。中心方凸缘高4mm,因料厚t仅0.5mm,用翻边成形无法达到,只能先拉深成圆筒后改拉深成方形,使其到接近4mm高度再冲孔切底,获得合格的方凸缘。为此,冲压工艺采用料宽B=23mm的成卷带料入模后经以下14工位实施冲制:第Ⅰ工位用矩形侧刃在带料两边切边定位;第Ⅱ工位和第Ⅲ工位冲工艺切口;第Ⅳ~Ⅸ工位连续拉深成浅圆筒形并整形;第Ⅹ~Ⅻ工位,改拉成方形凸缘并整形;第ⅫⅠ工位冲底孔及两耳上的长圆孔;笫ⅪⅤ工位落料。其冲模的结构要点如下:
1)采用高精度弹压导板结构:将加长导柱嵌固在下模座,使其穿过装有导套的卸料板,进入装在上模座的加长导套内,使凸模固定板、卸料板、凹模板三板同柱,实现模架对凸模及模芯的零误差导向。(https://www.xing528.com)
2)冲裁工位凹模直接制在凹模板上,而拉深与整形工位凹模全部用镶嵌结构,均用镶套。
3)全部拉深与整形工位都装有弹压顶件器,而且采用同一个组合式弹顶系统。
4)为卸件出模顺畅和靠工件与冲切废料自重滑落出模,在模具进、出料口设置25°~30°的斜坡。
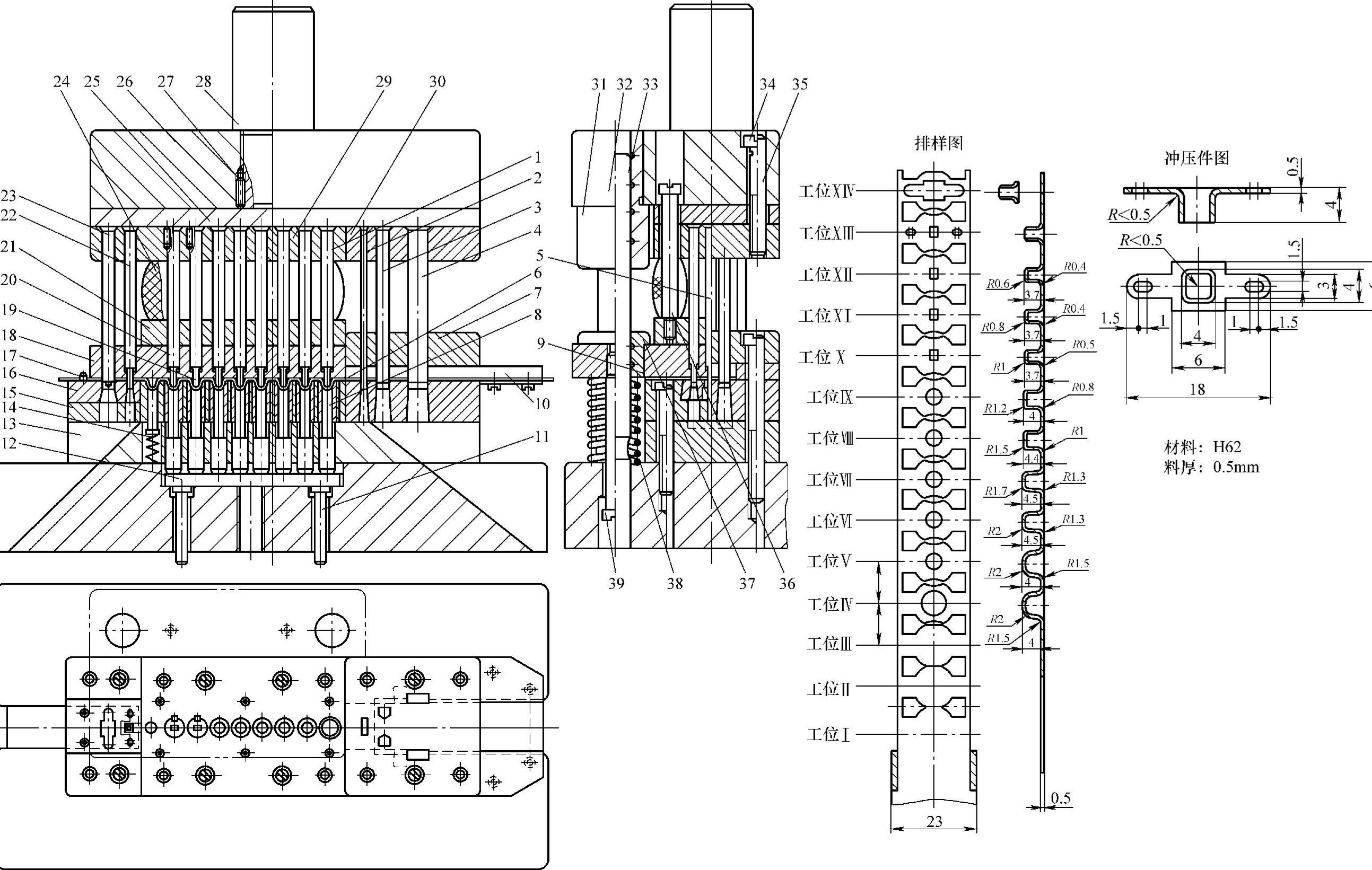
图3-40 方焊片滑动导向后侧导柱模架连续拉深、冲底孔、落料十四工位连续式复合模
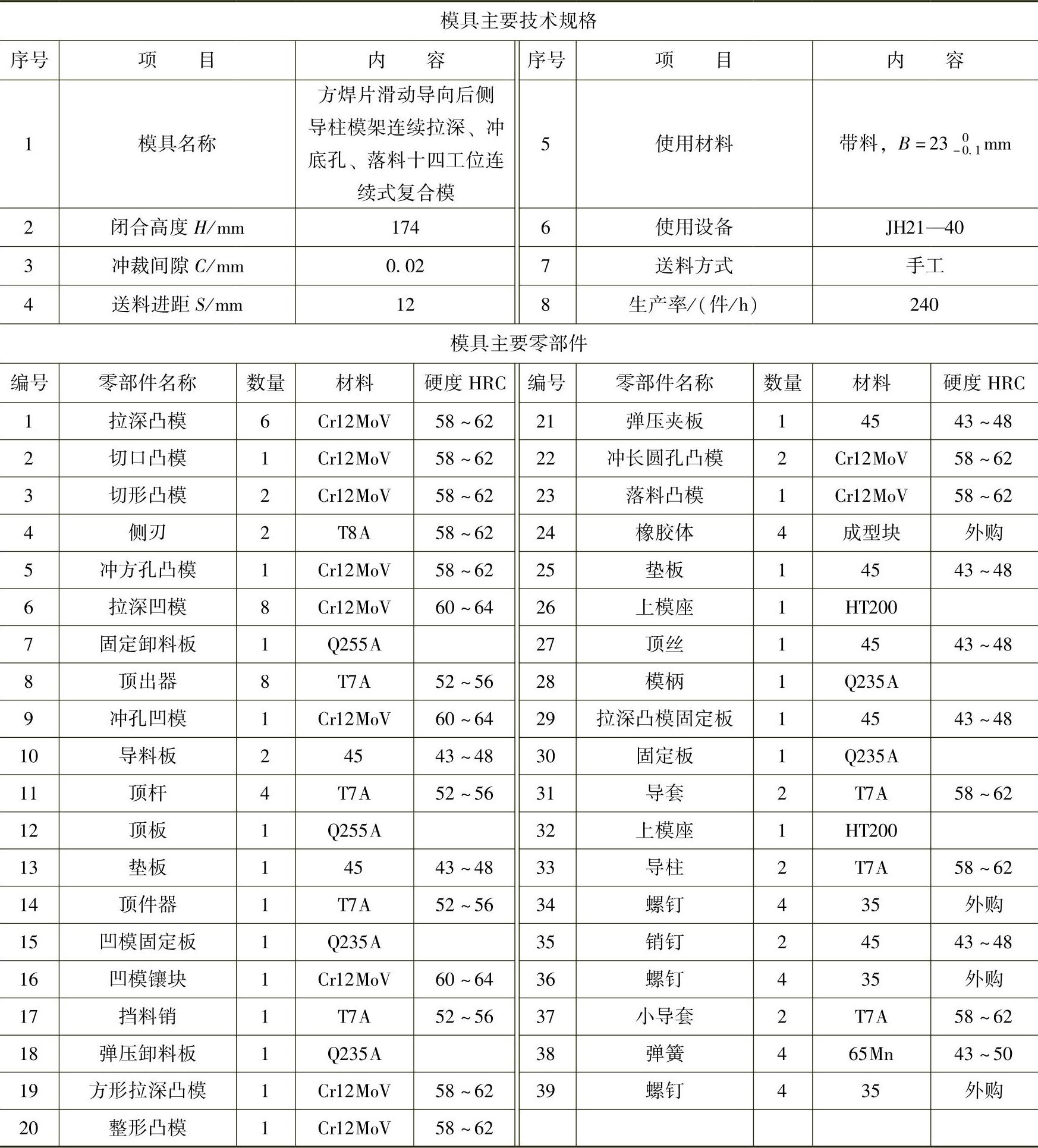
表3-40 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。