



【摘要】:模具图模具主要技术规格及零部件分析说明图3-36 灯罩带料有工艺切口连续拉深六工位连续式复合模表3-36 模具主要技术规格及零部件图3-37 三用管座滑动导向后侧导柱钢模架带料连续拉深、冲孔、落料九工位连续式复合模图3-37所示为冲制三用管座的滑动导向后侧导柱钢模架带料连续拉深、冲孔、落料九工位连续式复合模,其冲压件为晶体管管座,有冲压件图所示A型、B型、C型三种。
(1)模具图(图3-37)
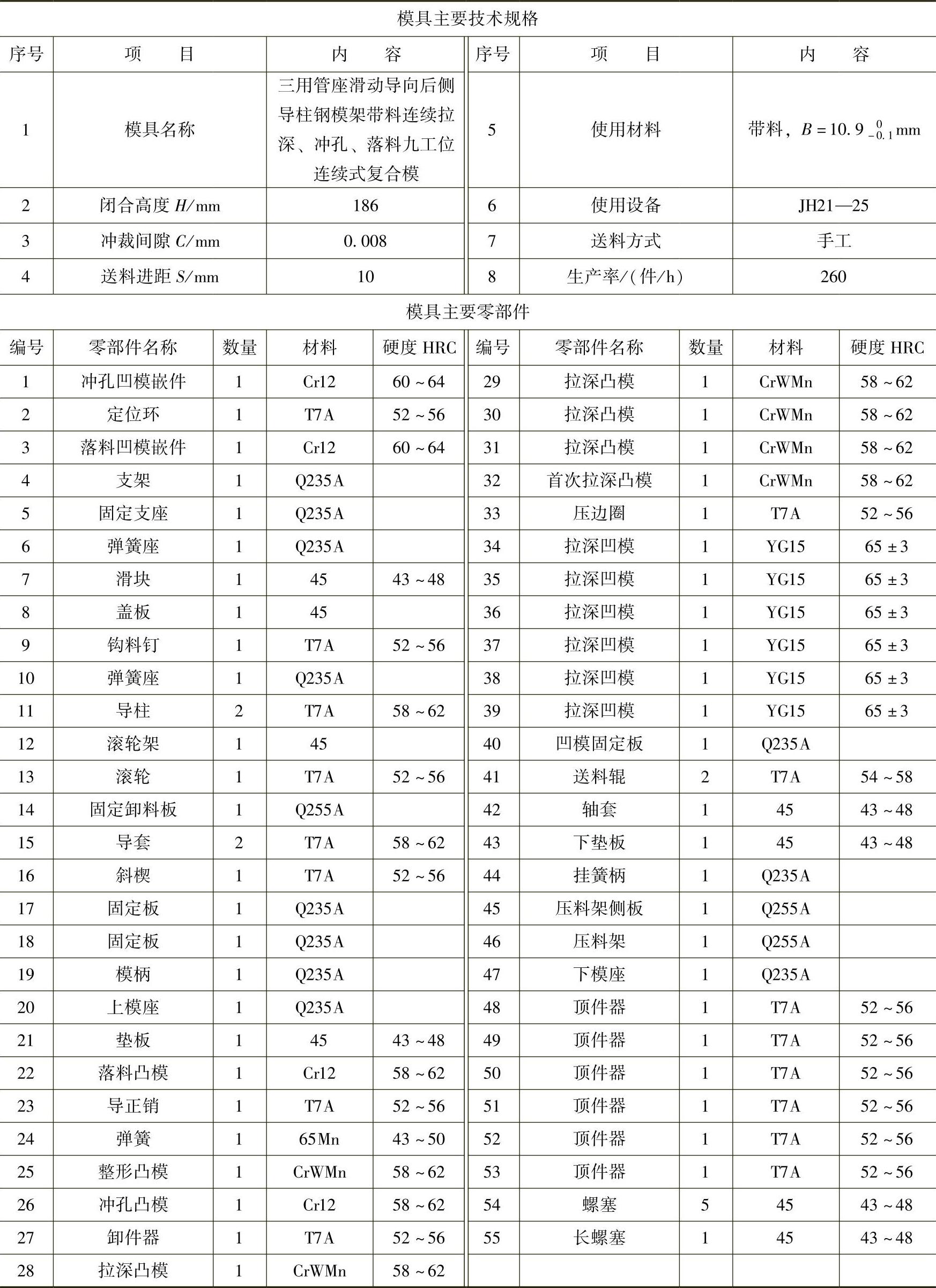
(2)模具主要技术规格及零部件(表3-37)
(3)分析说明
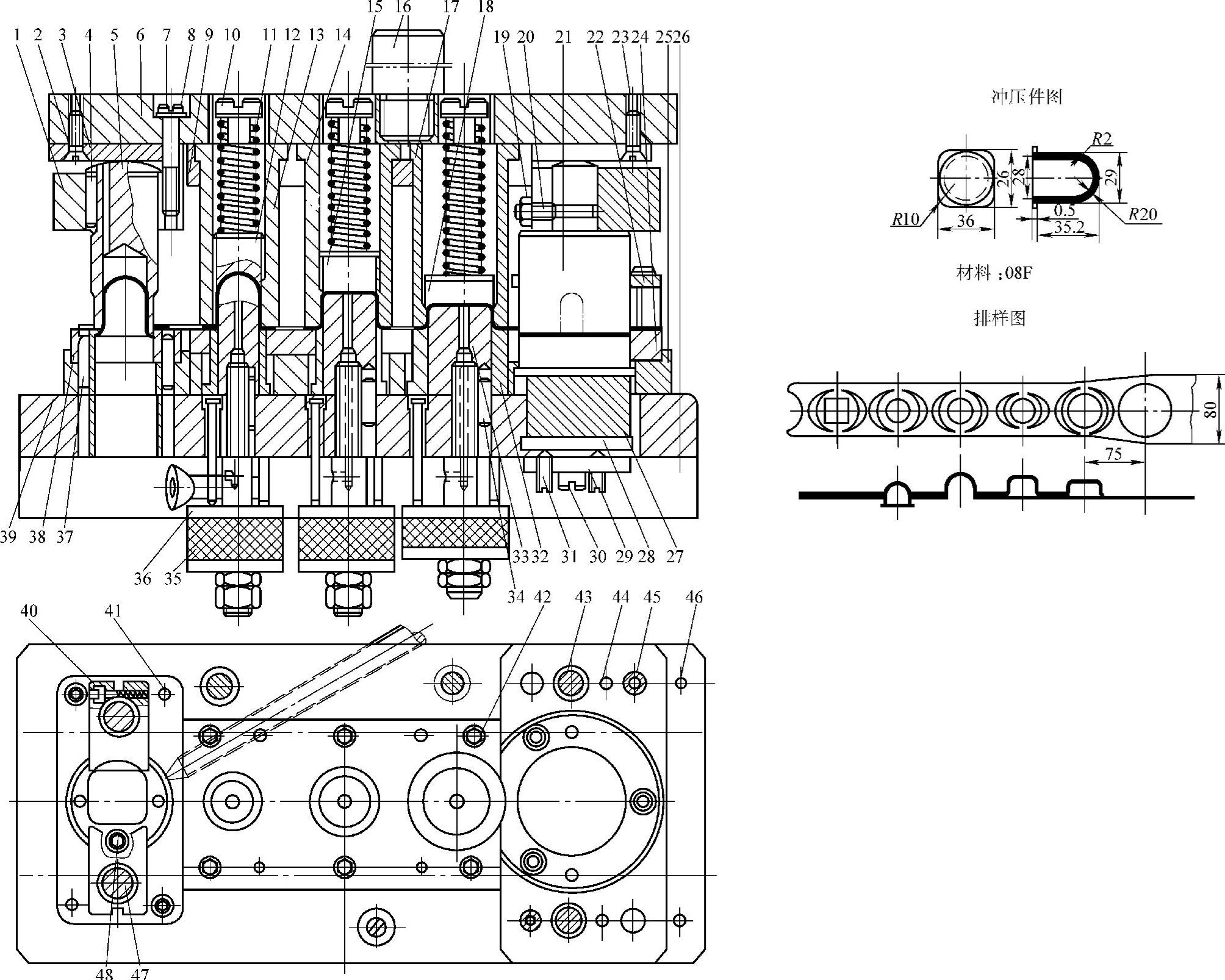
图3-36 灯罩带料有工艺切口连续拉深六工位连续式复合模
表3-36 模具主要技术规格及零部件
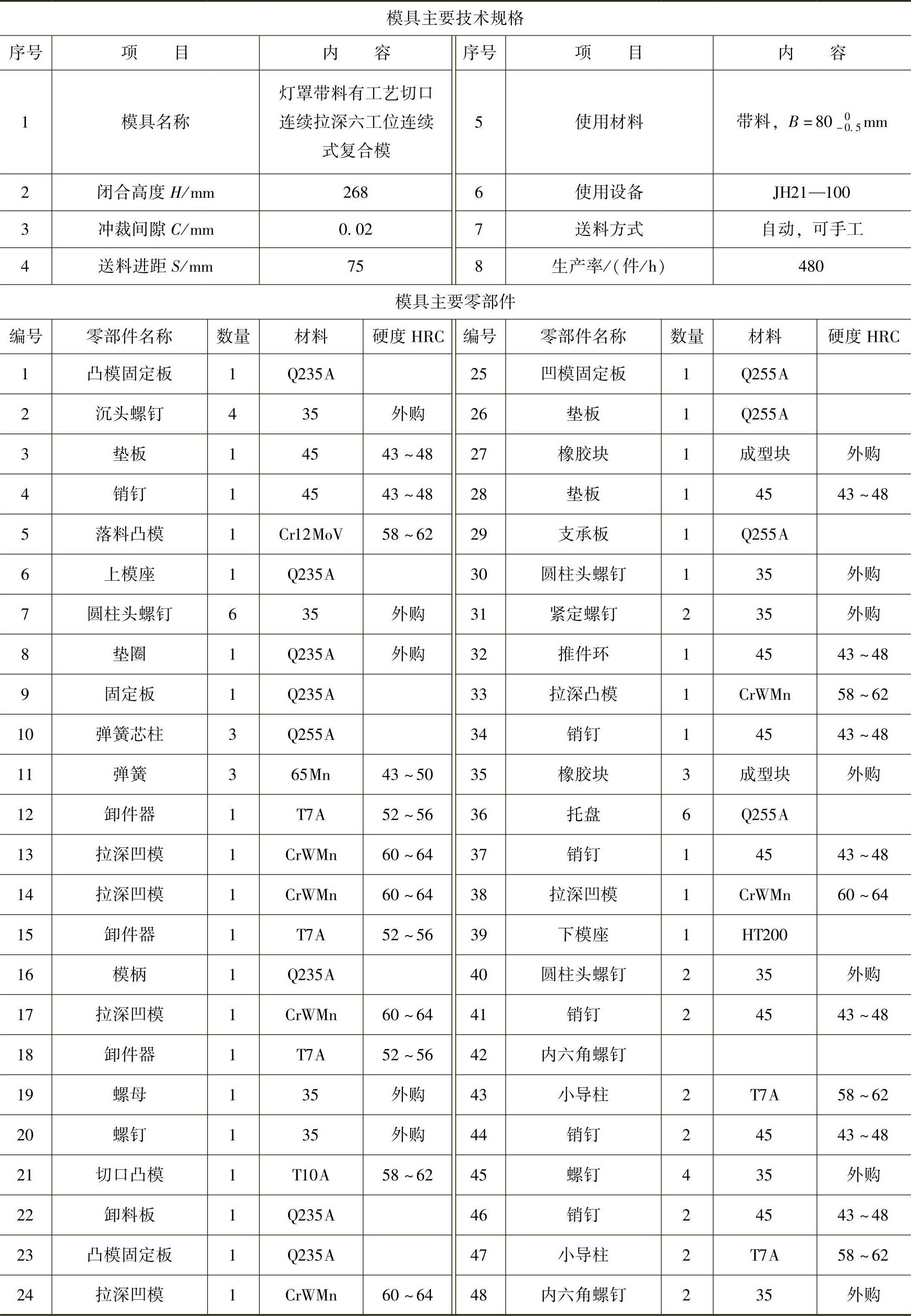
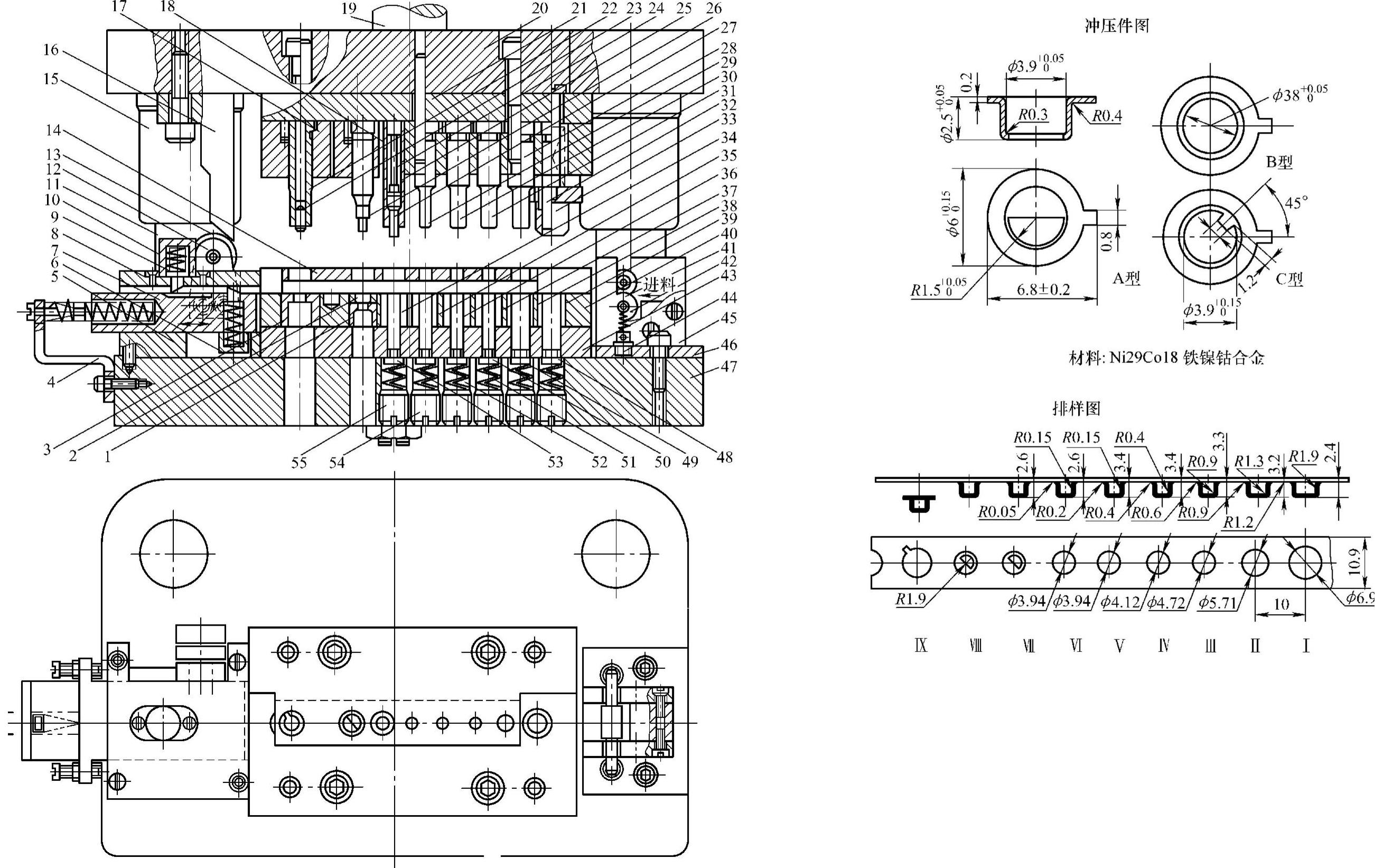
图3-37 三用管座滑动导向后侧导柱钢模架带料连续拉深、冲孔、落料九工位连续式复合模(https://www.xing528.com)
图3-37所示为冲制三用管座的滑动导向后侧导柱钢模架带料连续拉深、冲孔、落料九工位连续式复合模,其冲压件为晶体管管座,有冲压件图所示A型、B型、C型三种。从冲压件图可以看出,三种管座外形相同,是带有一小舌宽凸缘、平底有孔的浅圆筒拉深件。三种管座除底孔不同外,其他尺寸都一样。冲模结构设计是将冲底孔工位的凸、凹模做成三套,依冲压管座形式不同,按底孔形状变换冲底孔凸、凹模。管座材质为铁镍钴合金Ni29Co18,料厚t=0.2mm。按冲压工艺要求,该冲模冲制管座的运作过程如下:
表3-37 模具主要技术规格及零部件
该冲模装设有单作用驱动楔驱动的钩式送料装置,可按要求送料进距,由上模带动斜楔,实现自动送料。整个冲压过程共设9个工位。其中,第Ⅰ~Ⅴ工位为连续拉深;第Ⅵ工位为整形;第Ⅶ工位冲底孔;第Ⅷ工位空挡;第Ⅸ工位落料。
冲模的结构特点为:
1)冲裁工位即冲孔、落料工位,凹模选用合金工具钢Cr12或Cr12MoV制造;拉深工位凹模全部采用YG15硬质合金制造。
2)冲底孔工位凸、凹模与落料工位凸、凹模分别单独嵌装在固定板和凹模框内,与连续拉深的硬质合金凹模分开,以便刃磨、修理、更换。
3)冲模整体采用正装结构,凸模全部装在上模固定板内,拉深凸模与冲裁凸模分别压装在两块拼合的固定板内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。