



【摘要】:模具图图3-34 空心铆钉滑动导向对角导柱模架弹压卸料连续拉深、冲孔、翻边四工位连续式复合模模具主要技术规格及零部件表3-34 模具主要技术规格及零部件分析说明图3-34所示为由带料连续多工步一模成形冲制空心铆钉的切口、连续拉深、冲孔、翻边四工位连续复合模。由于空心铆钉形状复杂、尺寸小,适于自动送料、自动出件和废料自动排除与处理,也可以用手工送料半自动冲压的四工位连续拉深与成形的连续复合模。
(1)模具图(图3-34)
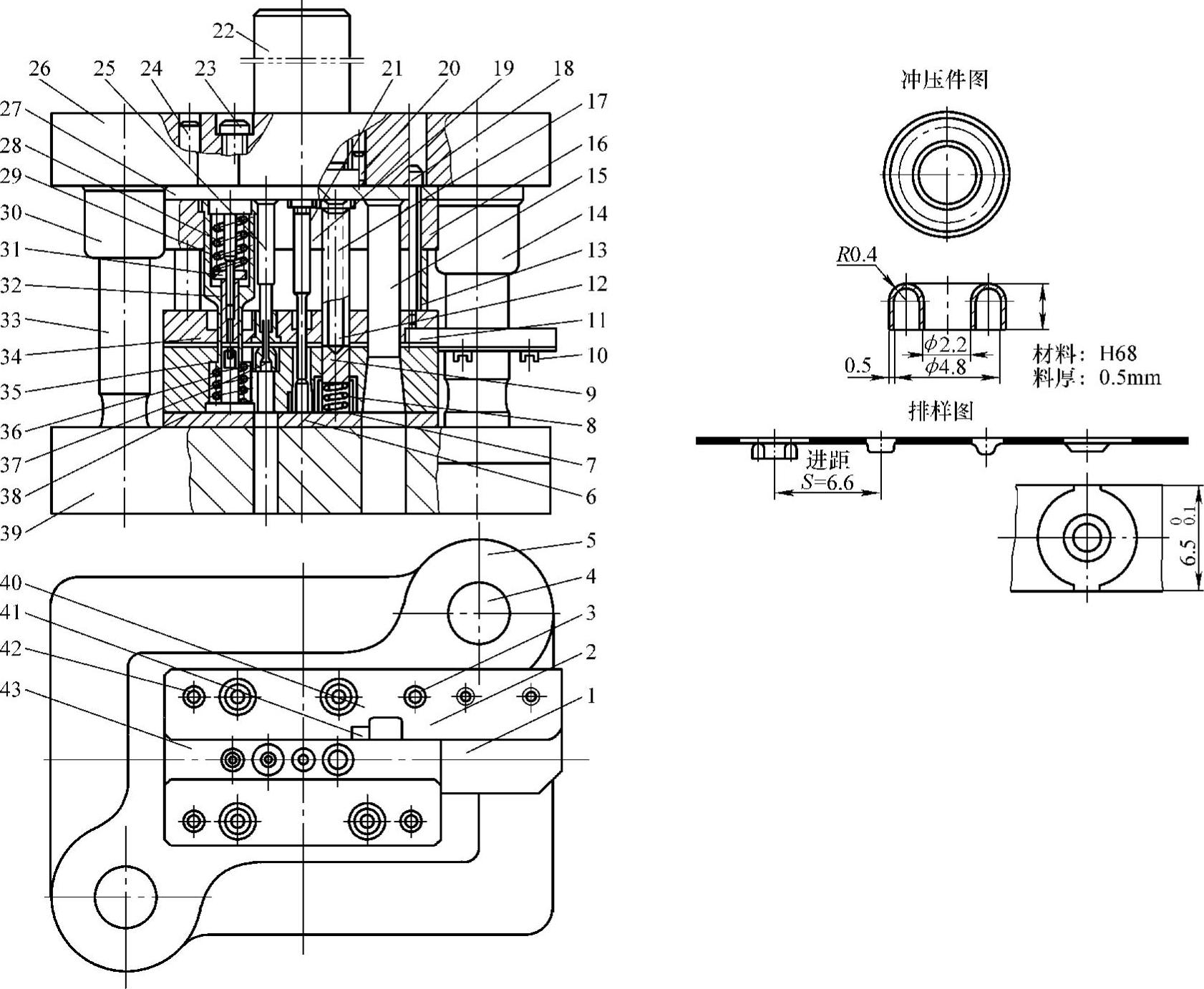
图3-34 空心铆钉滑动导向对角导柱模架弹压卸料连续拉深、冲孔、翻边四工位连续式复合模
(2)模具主要技术规格及零部件(表3-34)
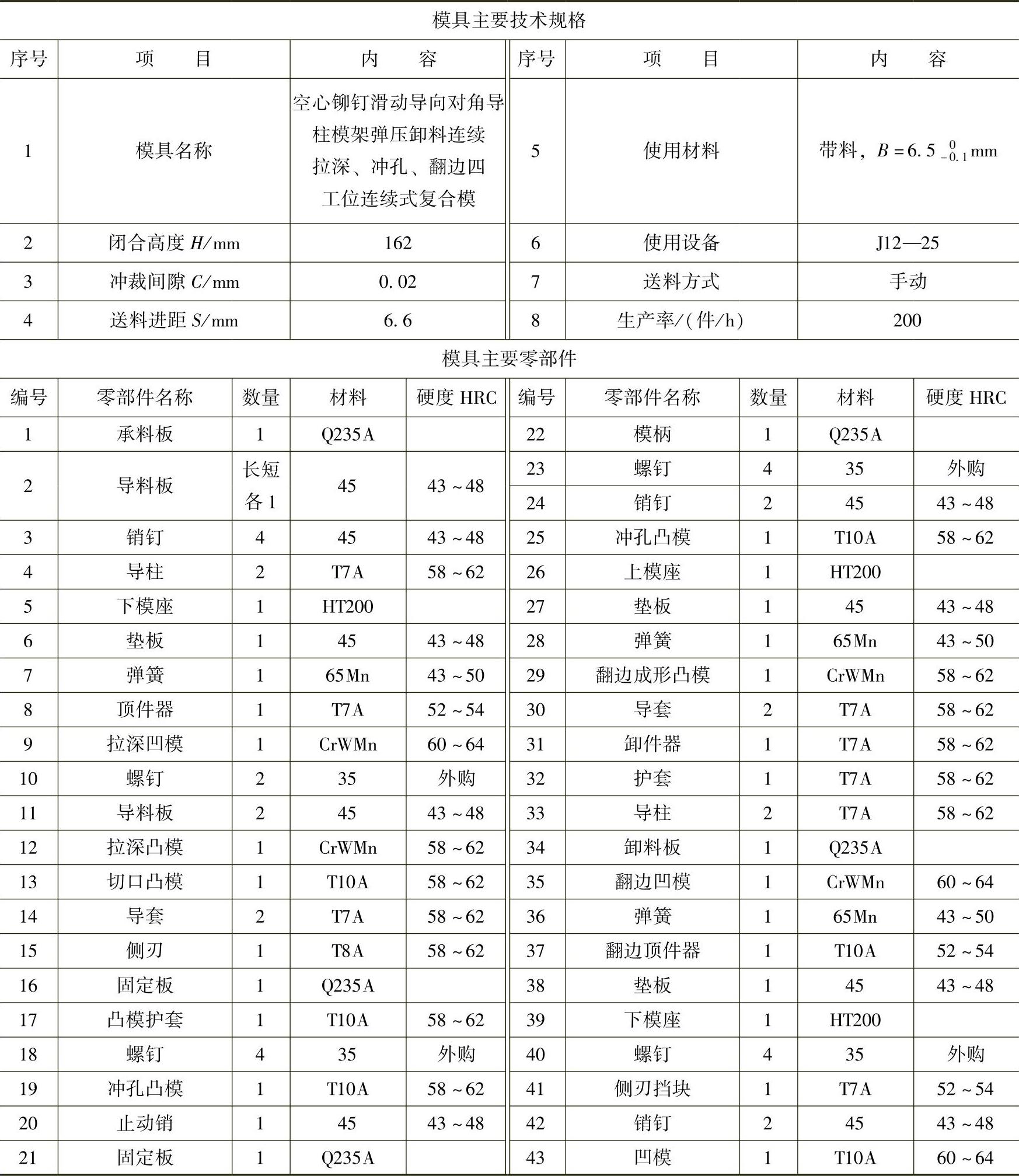
表3-34 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图3-34所示为由带料连续多工步一模成形冲制空心铆钉的切口、连续拉深、冲孔、翻边四工位连续复合模。该冲压件使用广、产量大,其材质为H68黄铜,料厚仅t=0.5mm。由于空心铆钉形状复杂、尺寸小,适于自动送料、自动出件和废料自动排除与处理,也可以用手工送料半自动冲压的四工位连续拉深与成形的连续复合模。该冲模的冲压运作过程如下:宽度B=6.50-0.1mm的H68黄铜带料入模冲压之前,要按工艺要求的送料进距S=6.6mm、料宽B=6.50-0.1mm、料厚t=0.5mm和使用压力机滑块每分钟行程次数等相关参数进行调试,至冲出合格零件交付生产。当带料进入两导料板11构成的导料槽后,首先由标准矩形侧刃15对带料切边定位。第Ⅰ工位冲切半圆弧切口并首次拉深;第Ⅱ工位二次拉深;第Ⅲ工位三次拉深并冲底孔作为下一工步翻边预冲孔;第Ⅳ工位翻边成形。
该冲模在结构上的主要特点为:
1)采用加厚模座的加强型模架。
2)冲孔与拉深凸模都采用加粗杆部的加固结构。
3)推荐采用自动送料装置,实现自动送料,提高效率,保证操作安全。
4)提升卸料板模孔与凸模配合精度,实现对凸模导向,变卸料板为导板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。