



(1)模具图(图3-33)
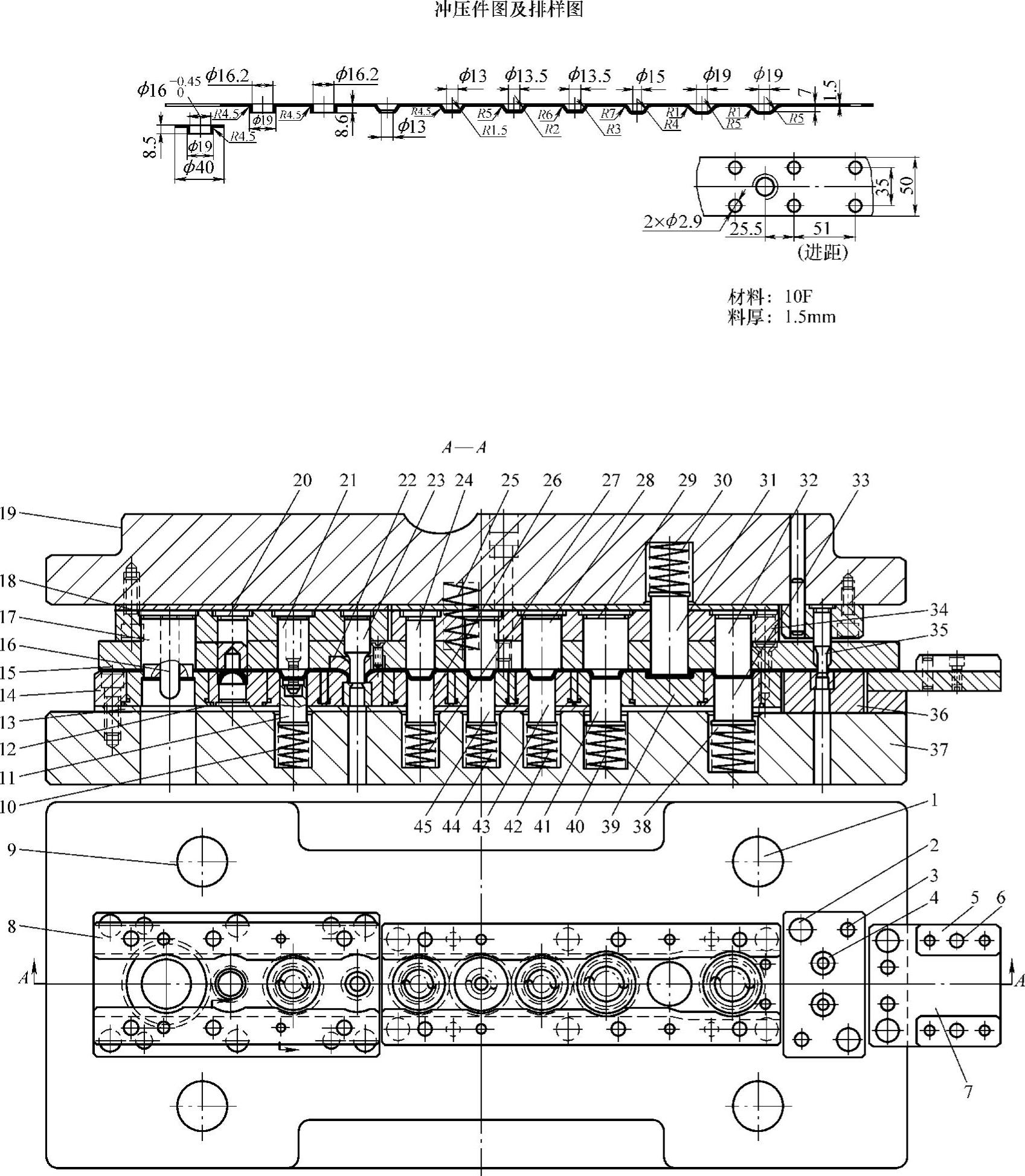
图3-33 轴套滑动导向四导柱钢模架连续拉深、冲孔、翻边、整形、落料十一工位连续式复合模
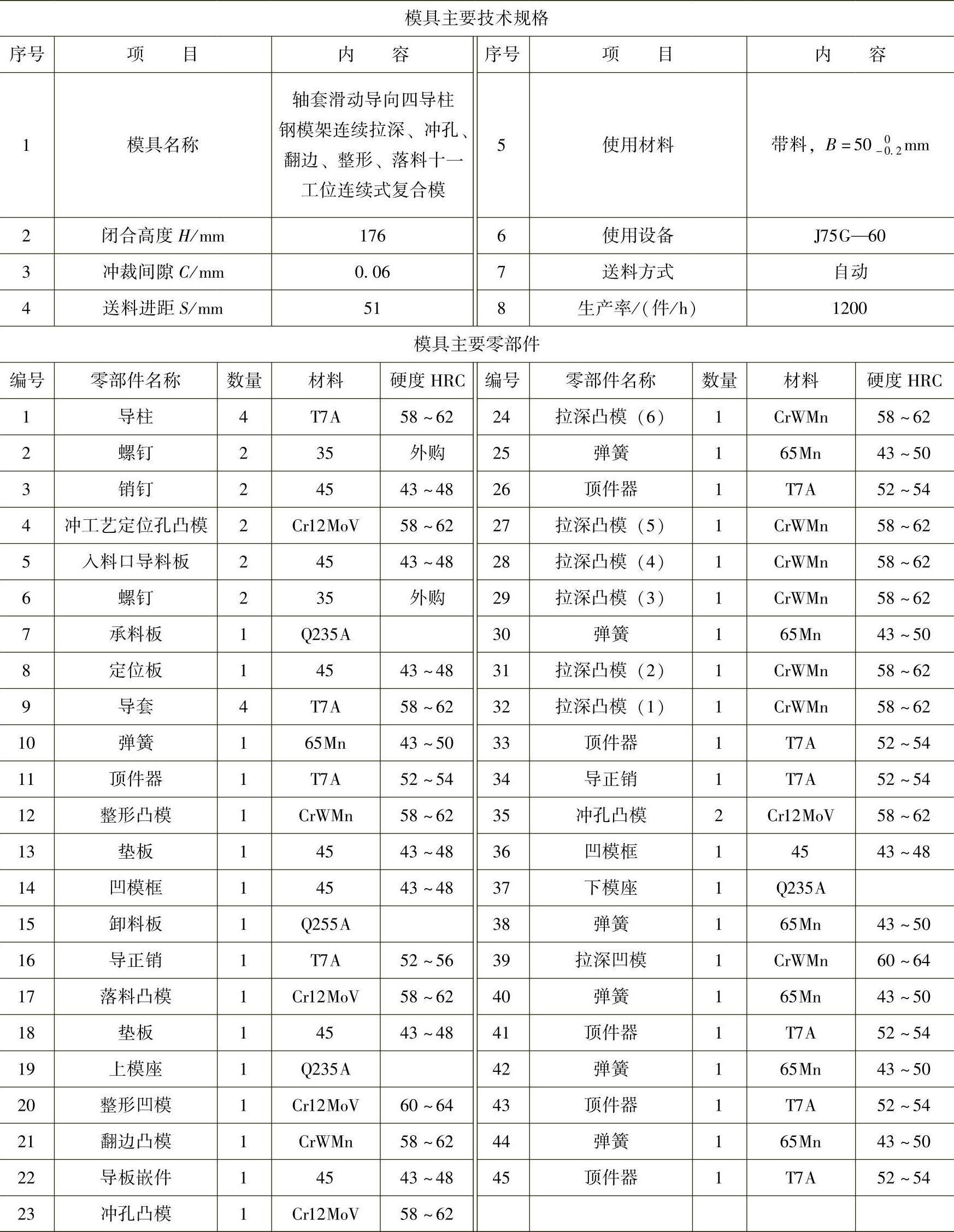
(2)模具主要技术规格及零部件(表3-33)
表3-33 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图3-33所示为轴套滑动导向四导柱钢模架弹压卸料整带连续拉深十一工位连续式复合模。该冲模是安装在配有自动送料装置、自动出件装置和自动处理搭边废料系统、公称压力为600kN的J75G—60高速自动压力机上进行自动冲压的多工位连续拉深、冲孔、翻边、整形、落料等冲压工艺作业的十一工位连续式复合模。由于轴套是一个小尺寸旋转体拉深、翻边成形件,其材质为冲压加工性能较好的优质碳素结构钢10F冷轧板,料厚t=1.5mm,相对拉深高度较小,属于有凸缘、旋转体浅拉深成形件,冲压加工变形量小,成形容易。轴套的冲压加工及其冲模的运作过程如下:
手工将宽度B=500-0.2mm、料厚为1.5mm的带料插入自动压力机的校平、润滑装置,按冲压件工艺文件要求,送料进距S=51mm,冲压件冲裁、拉深及翻边工作行程为8.5mm,料厚t=1.5mm,送料宽度B=500-0.2mm,进行调试,直到在压力机滑块行程次数达到120~400次/min,压力机运作正常,冲出工件废品率小于1%,即可交付操作工生产。第Ⅰ工位冲工艺定位孔;第Ⅱ~Ⅶ工位连续拉深;第Ⅷ工位冲拉深ϕ13mm坯底孔,作为下一工步翻边预冲孔;第Ⅸ工位翻边;第Ⅹ工位整形;第Ⅺ工位落料。
该冲模结构特点如下:
1)采用Q235A材质加厚模座、加粗导柱的加强型钢模架。
2)凹模采用镶嵌拼合结构。
3)冲模整体采用顺装形式:各工位凸模全装在上模,为冲孔、落料带来方便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。