



(1)模具图(图3-31)
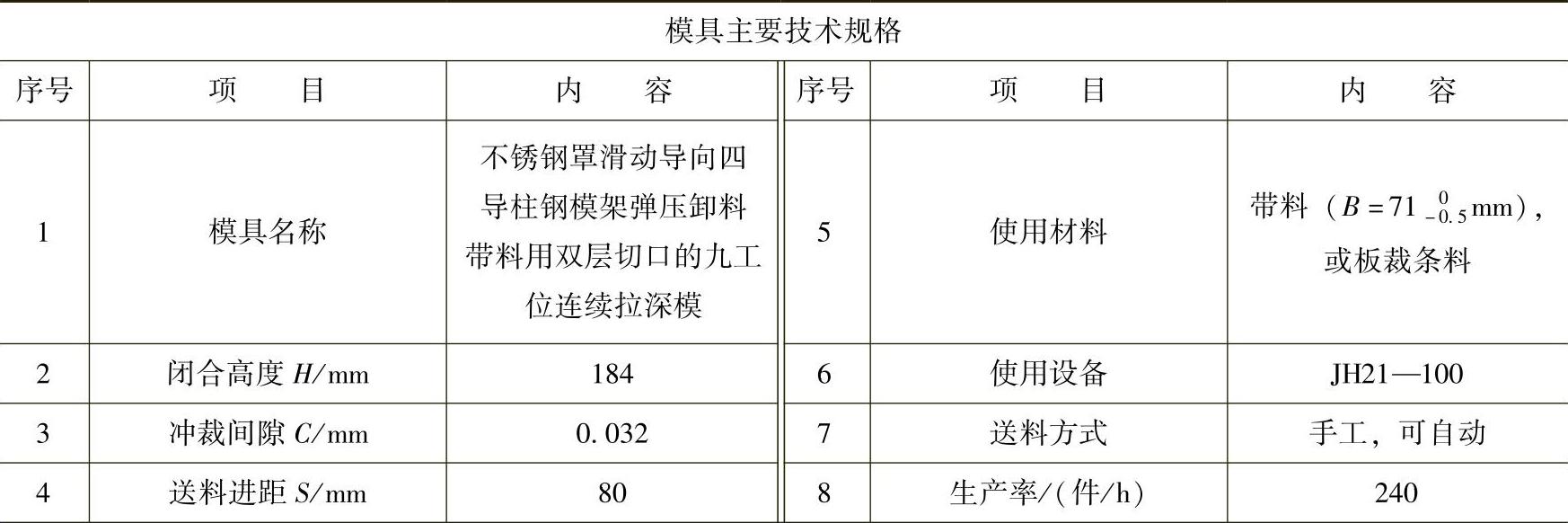
(2)模具主要技术规格及零部件(表3-31)
(3)分析说明
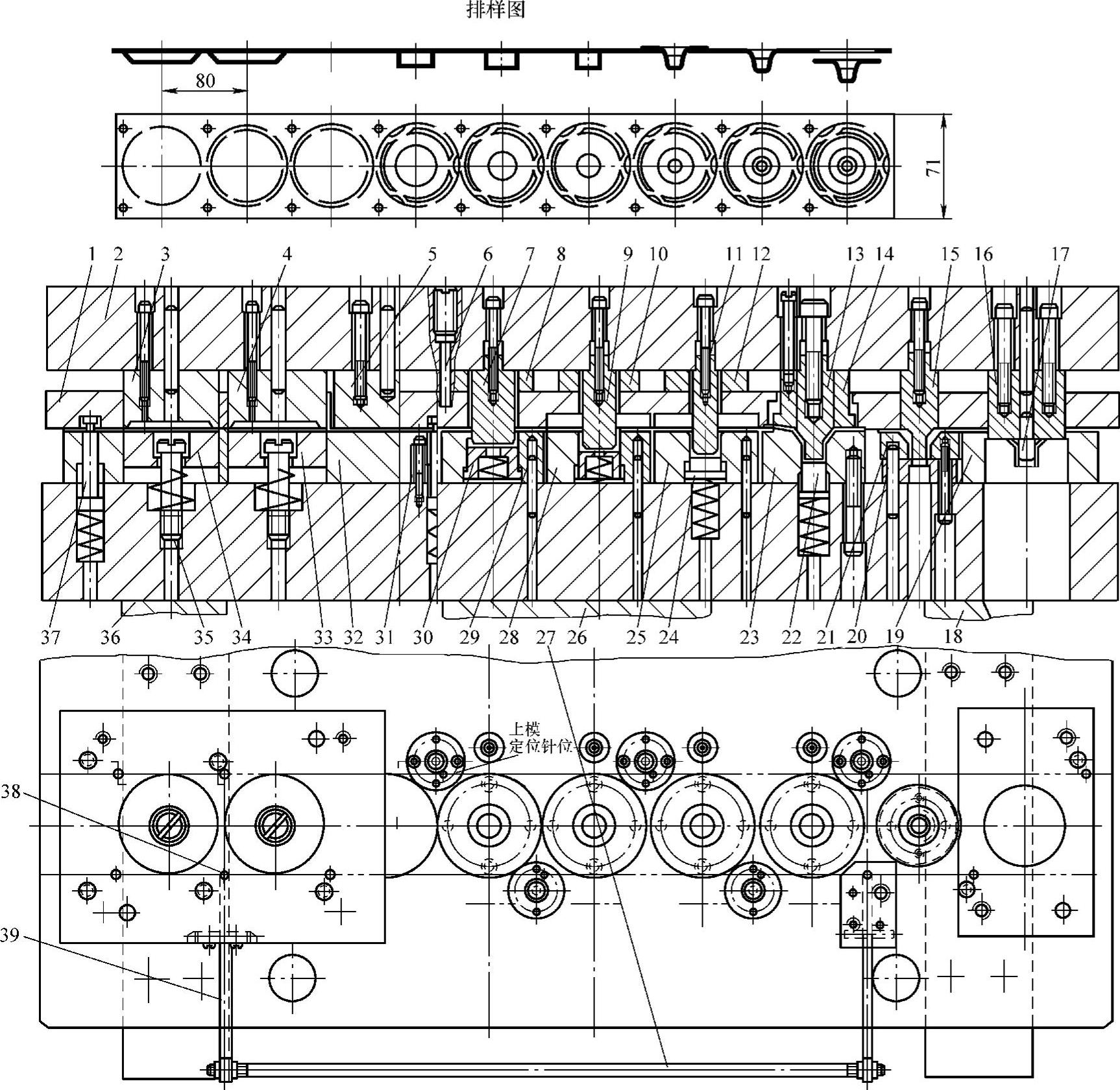
图3-30 不锈钢罩滑动导向四导柱钢模架弹压卸料带料用双层切口的九工位连续拉深模
表3-30 模具主要技术规格及零部件
(续)
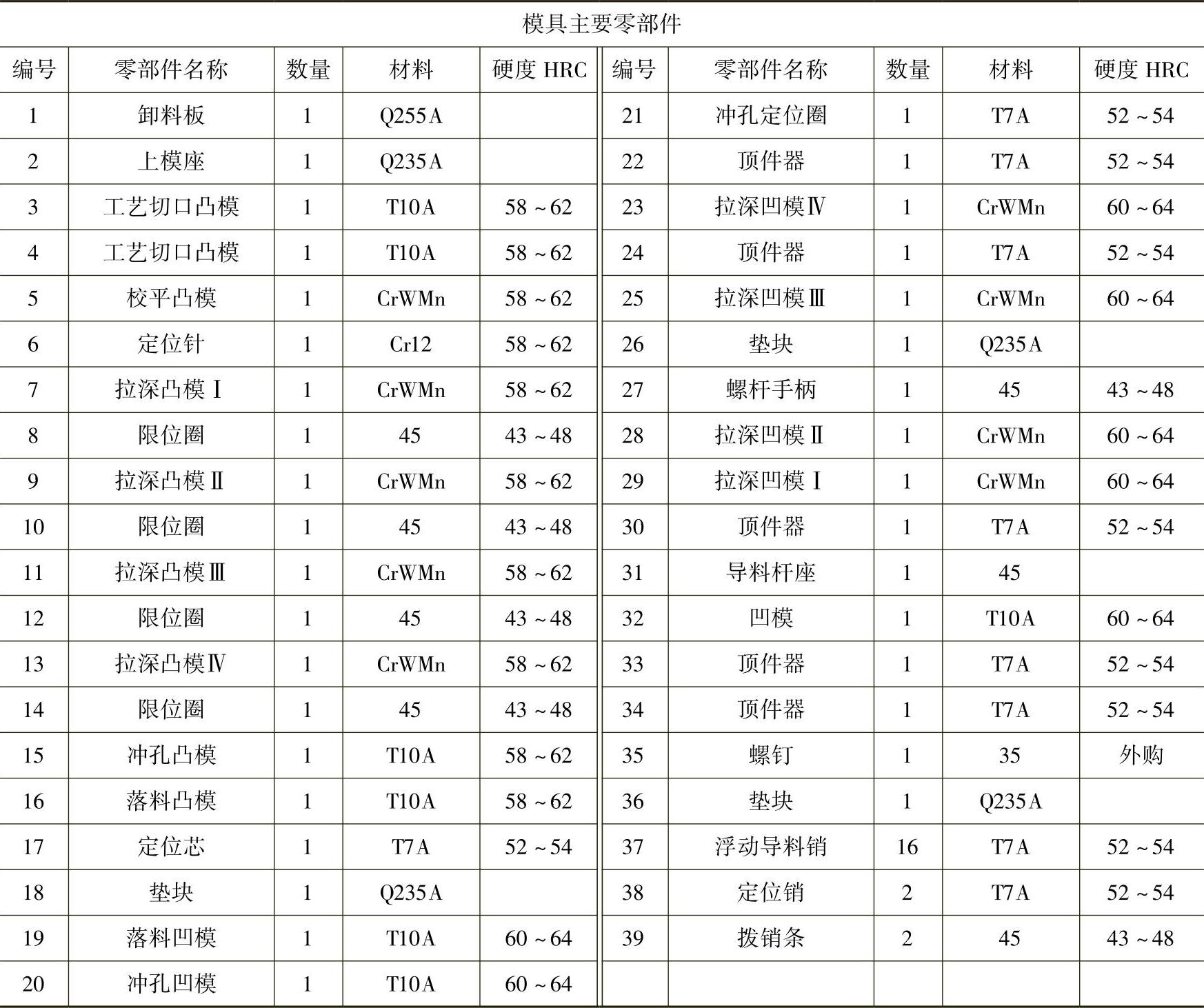
图3-31所示为冰箱压缩机消声罩滑动导向四导柱钢模架弹压卸料带料用工字形切口连续拉深并整形、翻边六工位连续式复合模。消声罩的材质为料厚t=0.8mm的08Al冷轧钢板。其形状复杂,冲压工艺性较差,采用传统冲压工艺,分序多模冲制,至少需要7套单工序冲模才能完成,工艺线路长,占用机床和操作工多,操作安全性较差;而采用现代多工位连续冲压技术,使用图3-31所示消声罩六工位连续复合模,采用有工艺切口的带料连续拉深、成形及落料等6工步,使该冲压件一模成形完成冲压,可适应大批大量生产的需要。采用多工位连续冲压技术冲制冰箱压缩机消声罩的冲压运作过程如下:在常年大量生产的情况下,更多地采用通用自动送料装置与冲模、压力机配套生产。由专职调整工按工艺文件提供相关工艺参数对初始入模带料进行调试,直到冲出合格工件后交付操作工正常生产。按冲压工艺要求,送进料宽B=860-0.3mm,送料进距S=84mm,共设6个工位:
第Ⅰ工位,用侧刃对送进带料切边定距、冲工字形工艺切口;(https://www.xing528.com)
第Ⅱ工位拉深3mm深小凸台,此工位不成形,但坯件比成品高1.5mm;
第Ⅲ工位整形并成形,在此工位用压缩坯件(高度为1.5mm)冲制出符合图样要求的外形壳体;
第Ⅳ工位冲群孔,含中心凸缘翻边成形的预冲孔;
第Ⅴ工位中心预冲孔翻边;
第Ⅵ工位落料,确保复杂形状外形达到图样要求。
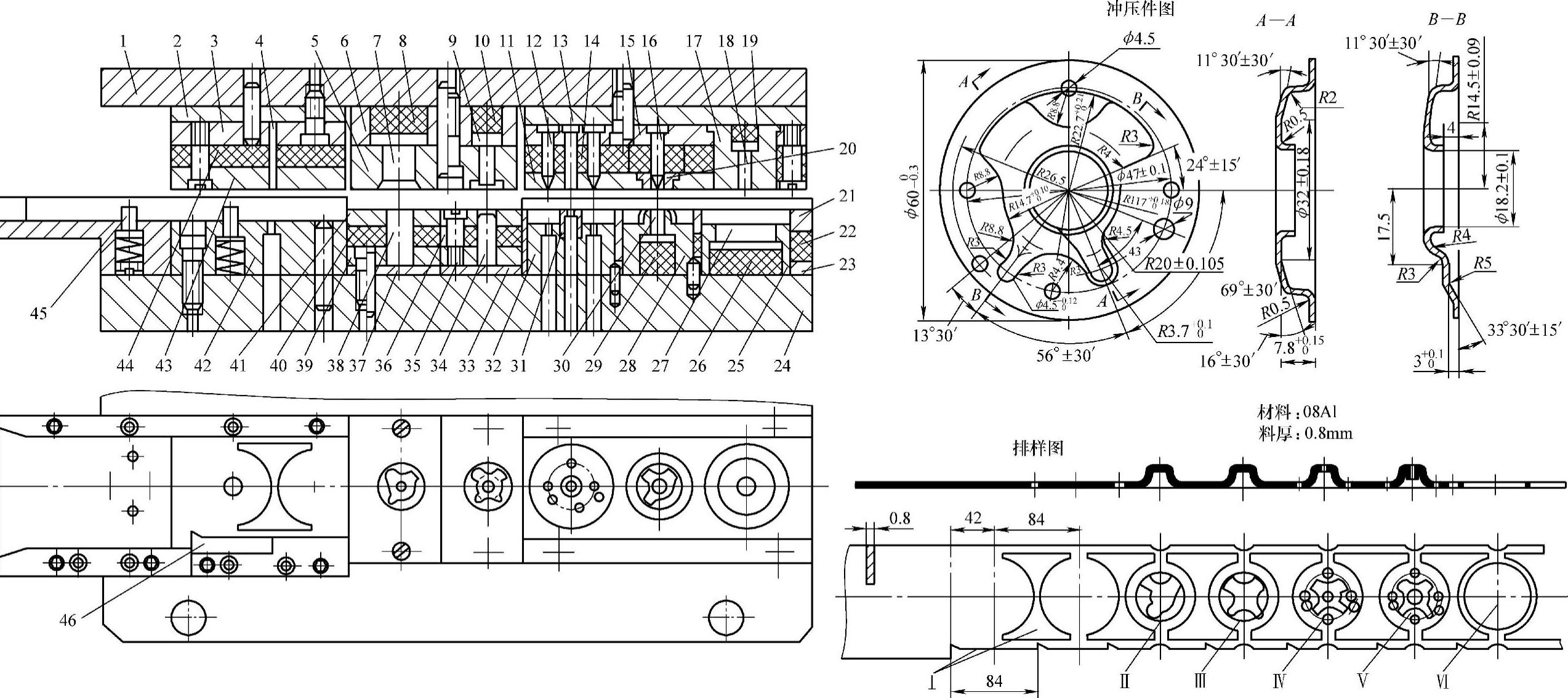
图3-31 消声罩滑动导向四导柱钢模架弹压卸料连续拉深并整形、翻边六工位连续式复合模
表3-31 模具主要技术规格及零部件

该冲模结构特点:拉深工位倒装;冲裁工位顺装,以便于冲孔废料漏泄、模上成品出件以及顺畅送料;凹模采用镶拼式结构,品块与嵌件按工位制造和拼合,方便刃磨、修理及更换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。