



【摘要】:模具图图3-17 矩形罩滑动导向对角导柱模架弹压卸料连续拉深、冲孔、落料七工位连续式复合模模具主要技术规格及零部件表3-17 模具主要技术规格及零部件分析说明图3-17所示为矩形罩七工位有工艺切口拉深连续式复合模。用单边侧刃对送进带料进距限位。该冲模使用滑动导向对角导柱模架,弹压卸料,横向送进。拉深工位采用顺装式拉深,拉深凹模设置在整体凹模上。该冲模考虑了安全防护问题,在模具的进出料口两端安装了防护栅。
(1)模具图(图3-17)

图3-17 矩形罩滑动导向对角导柱模架弹压卸料连续拉深、冲孔、落料七工位连续式复合模
(2)模具主要技术规格及零部件(表3-17)
表3-17 模具主要技术规格及零部件(https://www.xing528.com)
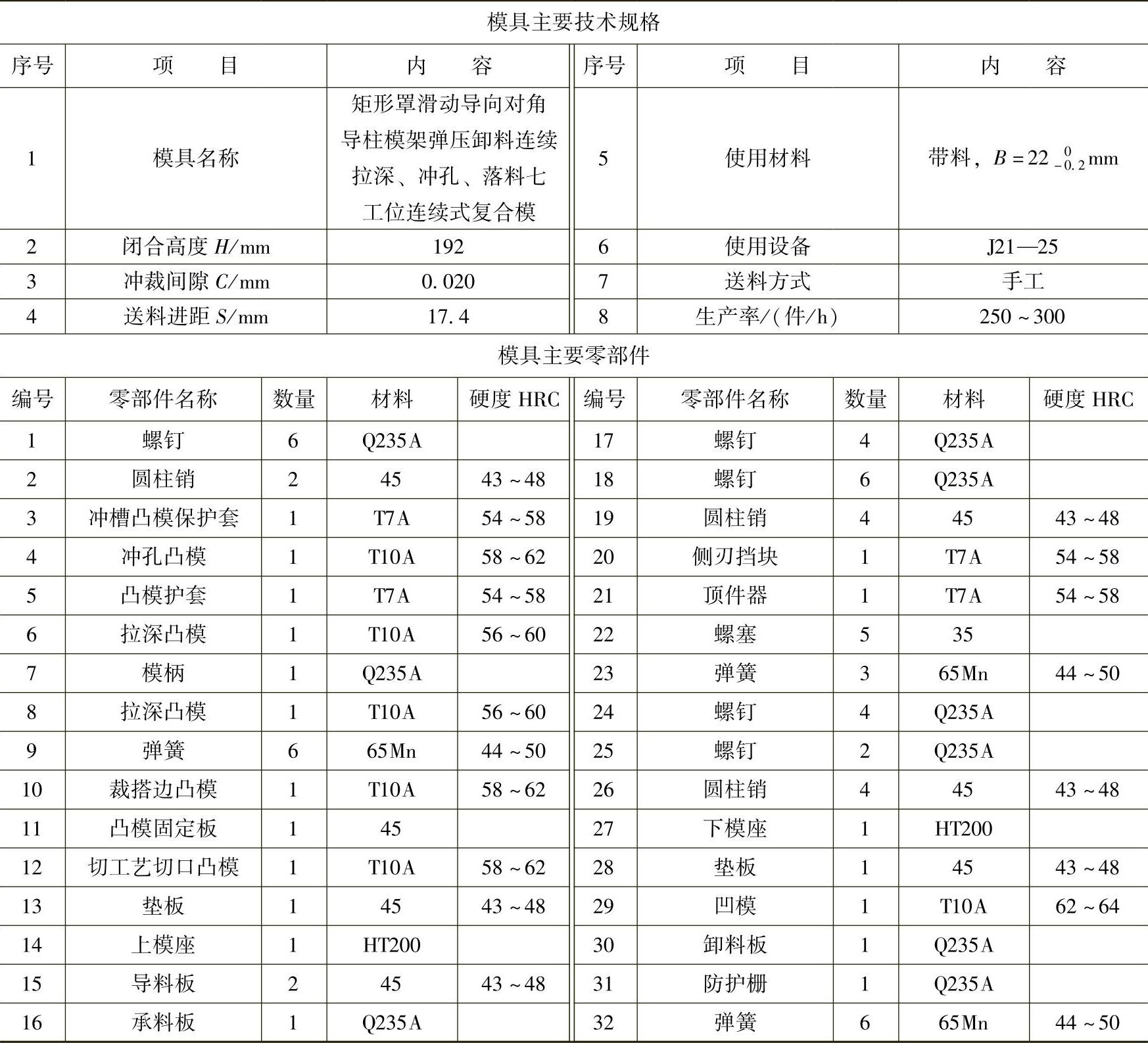
(3)分析说明
图3-17所示为矩形罩七工位有工艺切口拉深连续式复合模。该冲压件材料为镀镍铁带,料厚t=0.4mm,为小尺寸、有小凸缘、矩形盒浅拉深底部带槽孔的冲压零件。工艺排样采用双半圆加直槽工艺切口,单列横置排样,共设7个工位,即切双半圆对称切口、冲直槽孔切口、空挡、一次拉深、二次拉深、切底长槽孔、落料,详见排样图。用单边侧刃对送进带料进距限位。由于侧刃切料长度等于送料进距(S=17.4mm),故各工位的送料精度及定位偏差完全取决于侧刃制造精度与手工送料推进力量的均匀度。一般来讲,用侧刃比用固定挡料销加始用挡料装置定位冲压精度高,而且用侧刃不受工位数多少的限制,在送料时,不用把材料抬起,可贴着凹模表面推送,十分方便。
该冲模使用滑动导向对角导柱模架,弹压卸料,横向送进。拉深工位采用顺装式拉深,拉深凹模设置在整体凹模上。凹模腔中装有弹簧顶件器,可用其下部螺塞22调整弹簧顶出压力。拉深后的整形冲槽孔工位,设计了冲槽凸模保护套3,意在加固刃口断面仅有宽×长=2mm×10mm的小槽孔凸模。该冲模考虑了安全防护问题,在模具的进出料口两端安装了防护栅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。