



【摘要】:模具图模具主要技术规格及零部件图3-16 机芯座滑动导向对角导柱模架弹压卸料连续拉深十二工位连续式复合模表3-16 模具主要技术规格及零部件分析说明图3-16所示为仪表机芯座十二工位连续式复合模。该冲模主要结构特点如下:1)采用弹压卸料板,拉深时将材料校平并压紧在凹模表面,防止材料起皱。4)采用加厚模座的加强型模架,确保模具刚度大,稳定运作。5)工位多达12个,送料长度大,加长导料板6及承料板31,方便送进。
(1)模具图(图3-16)
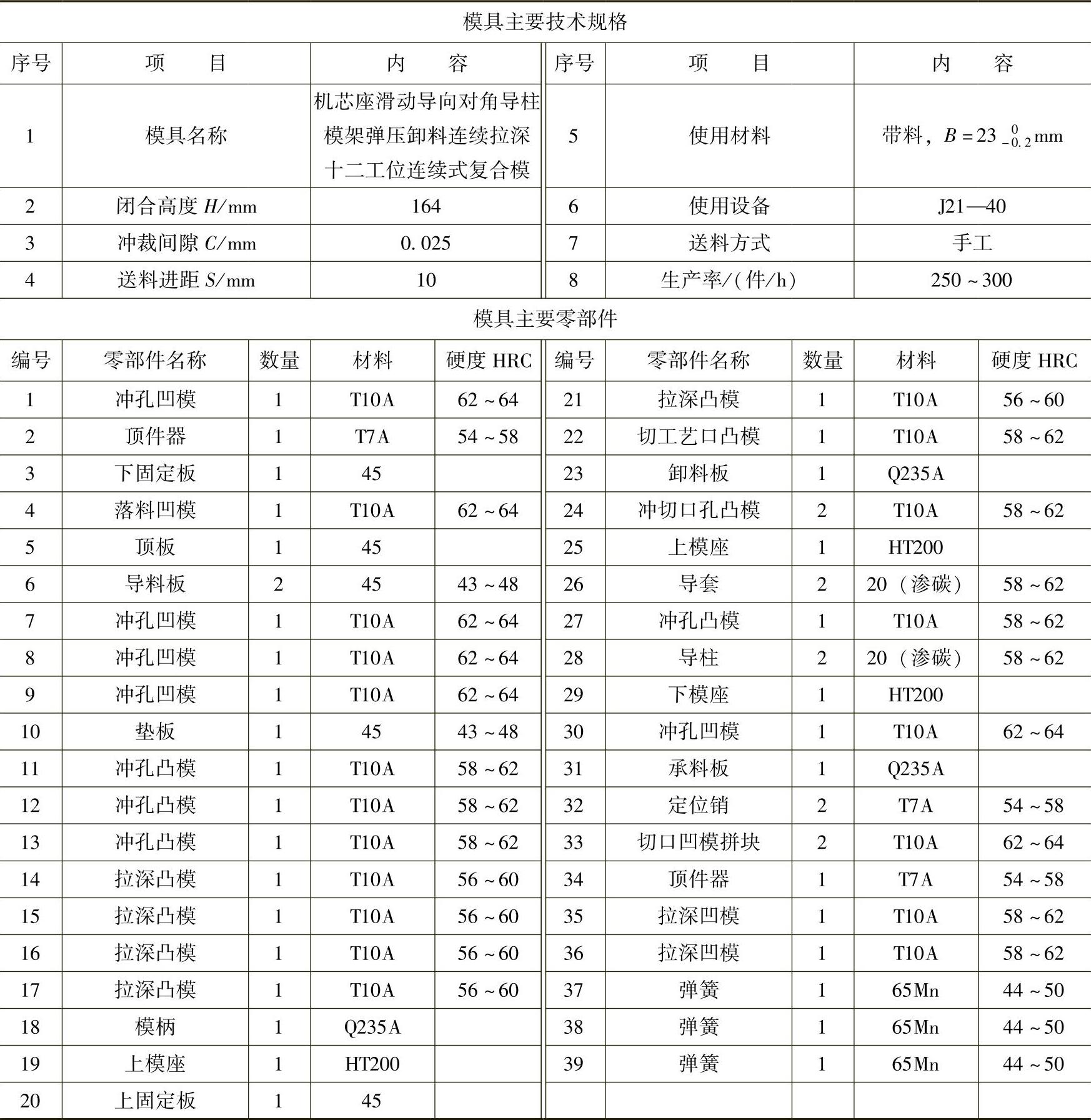
(2)模具主要技术规格及零部件(表3-16)
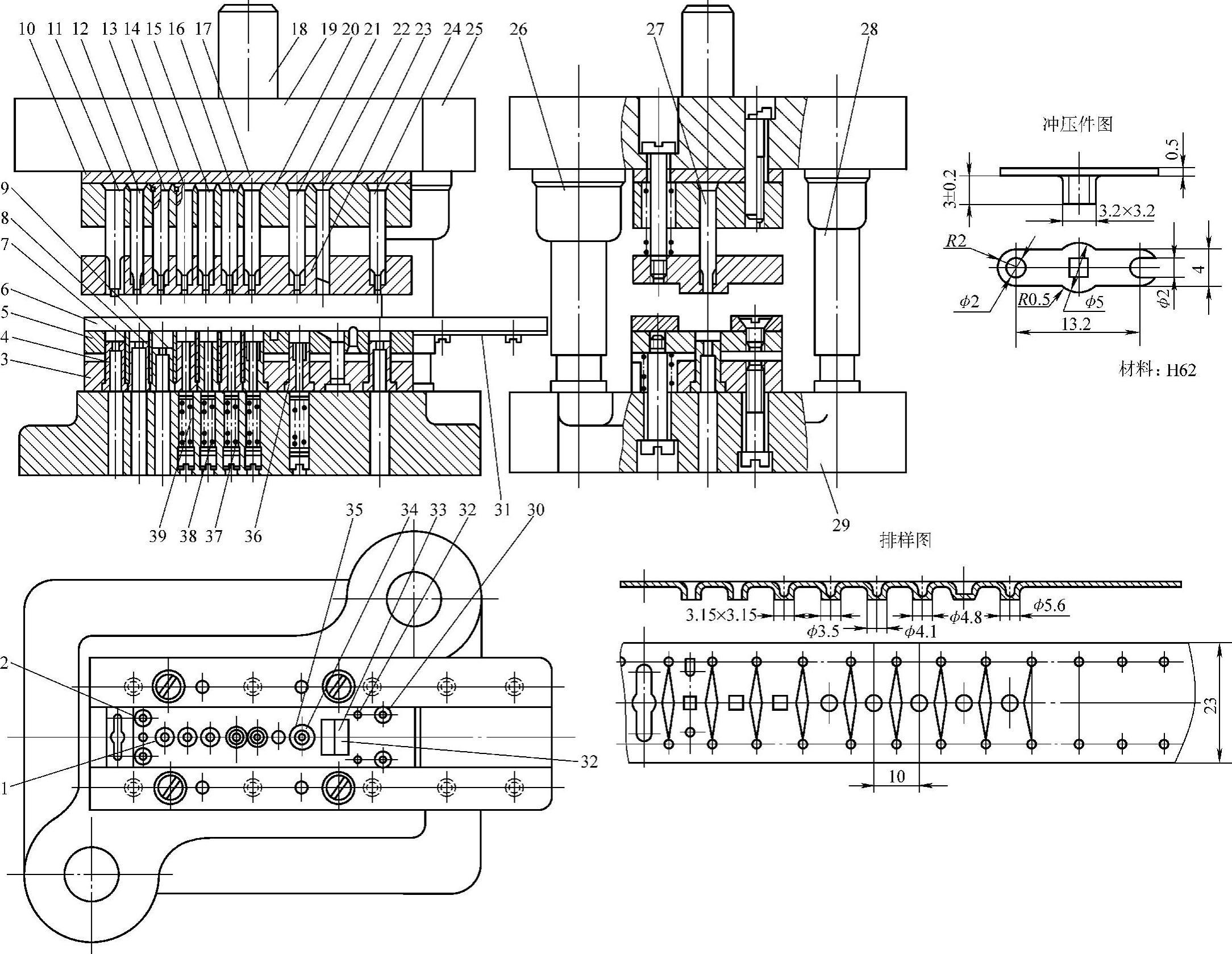
图3-16 机芯座滑动导向对角导柱模架弹压卸料连续拉深十二工位连续式复合模
表3-16 模具主要技术规格及零部件
(3)分析说明
图3-16所示为仪表机芯座十二工位连续式复合模。从冲压件图可以看出,该冲压件的工艺难点在于中心高度为3.5~3.7mm的3.2mm×3.2mm方筒凸缘的拉深和成形。工艺设计的总体思路可以从排样图看出:选用带有工艺切口的连续拉深—成形—冲孔—落料工艺。考虑该冲压件的形状和拉深成形凸缘的位置、料厚及材料允许的拉深变形程度,在送料进距处直线切开而不用切口,以确保带料携带工件送进至各工位时,带料连接搭边强度足够,刚度好,不断裂,不扭曲变形,材料消耗最少。进距用直线切开后,首先拉深出ϕ6.6mm圆筒。为增加圆筒高度,依次将直径缩小至ϕ4.8mm、ϕ4.1mm、ϕ3.5mm,再将该圆筒挤压成3.15mm×3.15mm边长的方筒,接着切底、校形成3.2mm×3.2mm边长的方筒,再冲出工件两端的孔,在最后工位落料。(https://www.xing528.com)
该冲模主要结构特点如下:
1)采用弹压卸料板,拉深时将材料校平并压紧在凹模表面,防止材料起皱。
2)设计采用浮动式导料槽,使材料可抬离凹模表面,送料顺畅。
3)凹模按工位分割,采用全镶拼结构,便于制造与修理。
4)采用加厚模座的加强型模架,确保模具刚度大,稳定运作。
5)工位多达12个,送料长度大,加长导料板6及承料板31,方便送进。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。