



【摘要】:模具图图3-11 带法兰截锥筒滑动导向后侧导柱模架弹压卸料拉深、冲孔、翻边、整形、落料五工位连续式复合模模具主要技术规格及零部件表3-11 模具主要技术规格及零部件(续)分析说明依传统冲压工艺,平板件冲出底孔后再翻边,但因翻边系数小于极限值,即在极限翻边系数下的许可最大翻边高度小于制件的要求高度,故此方案不可取。为适应批量生产,先拉深,后冲孔,再翻边,并经整形,最后落料完成冲制。冲孔、落料凸模易磨损,需经常刃磨。
(1)模具图(图3-11)
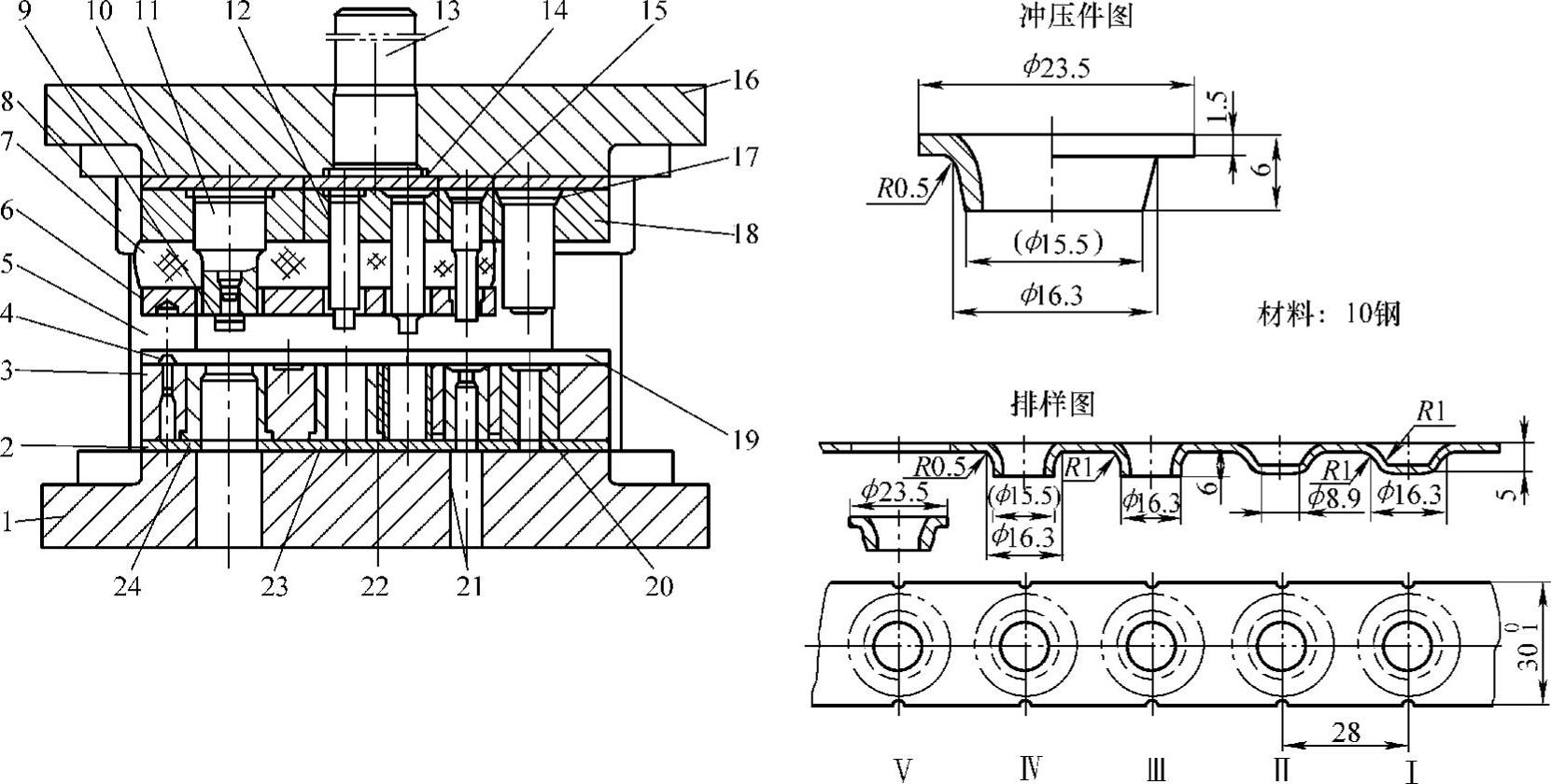
图3-11 带法兰截锥筒滑动导向后侧导柱模架弹压卸料拉深、冲孔、翻边、整形、落料五工位连续式复合模
(2)模具主要技术规格及零部件(表3-11)
表3-11 模具主要技术规格及零部件
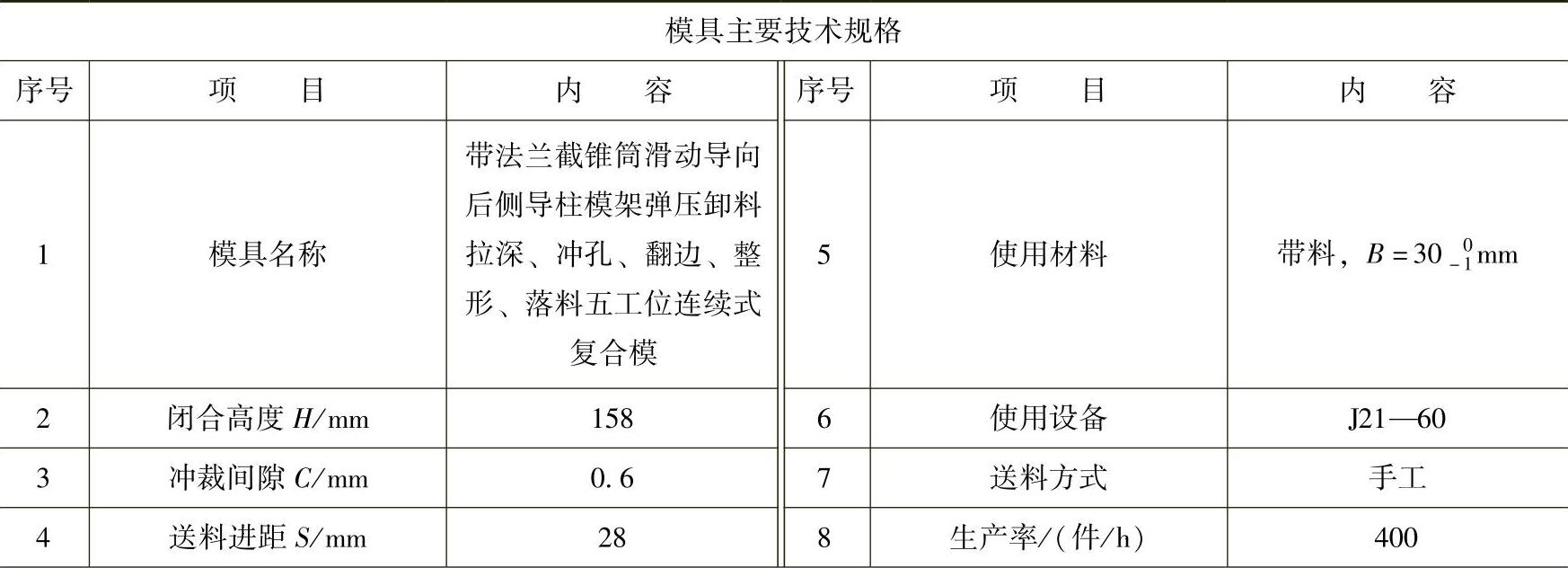
(续)

(3)分析说明(https://www.xing528.com)
依传统冲压工艺,平板件冲出底孔后再翻边,但因翻边系数小于极限值,即在极限翻边系数下的许可最大翻边高度小于制件的要求高度,故此方案不可取。为适应批量生产,先拉深,后冲孔,再翻边,并经整形(R0.5mm及锥形),最后落料完成冲制。
排样如图3-11所示。设5工位,Ⅰ~Ⅴ工位分别为拉深、冲孔、翻边、整形和落料。采用整带料拉深,人工送料,挡料销定距,进距为28mm,料宽为30mm。
该模具结构设计要点如下:
1)由于制件拉深高度不高,材料变形程度小,相对厚度较大,故工位Ⅰ不用压边装置。
2)各凸模长度尺寸的选择。冲孔凸模长度比拉深凸模长,约高一个材料厚度值以上,便于工作中废料冲下;拉深凸模与整形凸模在凸缘处工作面保持平齐;翻边凸模应保证拉深凸模在下极点工作位置时,其工作部分已完全进入翻边凹模;落料凸模长度应能把落下的制件从凹模内推出。
3)为便于维修更换,凹模采用镶件结构,凹模材料用Cr12MoV加工并淬硬处理,凹模固定板采用Q235A钢制造。
4)上垫板采用分块结构。冲孔、落料凸模易磨损,需经常刃磨。为保证各凸模长度尺寸的协调,可在成形凸模的垫板处磨去相应值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。