



(1)模具图(图2-60)
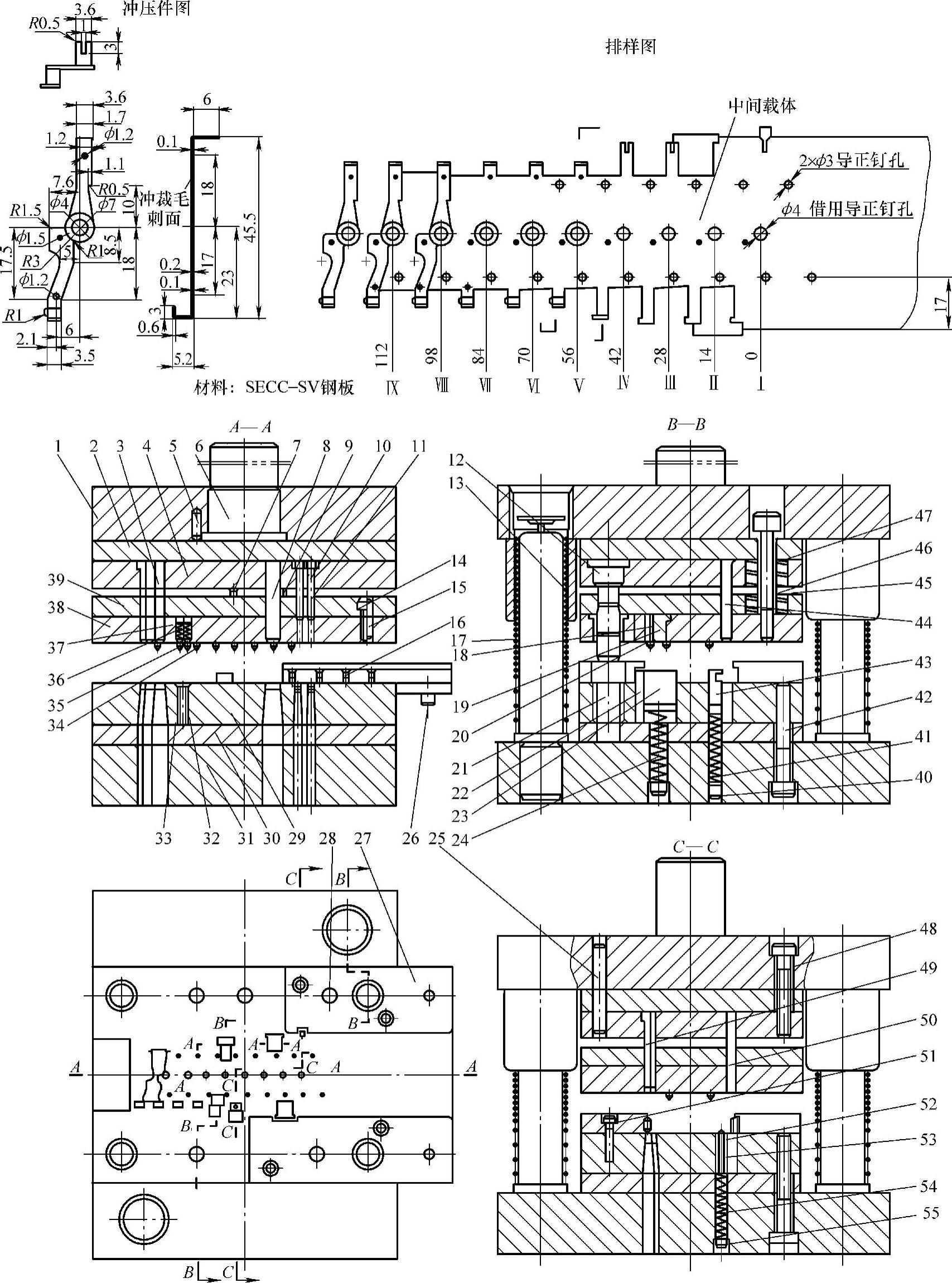
图2-60 摆动杆滚动导向滚珠对角导柱模架弹压导板冲裁、弯曲九工位连续式复合模
(2)模具主要技术规格及零部件(表2-60)
表2-60 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-60所示为摆动杆滚动导向滚珠对角导柱模架弹压导板冲裁、弯曲九工位连续式复合模。摆动杆材质为厚料t=0.6mm的SECC-SV钢板。因冲件的材料较薄且为狭长形,弯曲成形后的尺寸及与外形位置精度有一定要求,故带料在模具中的定位采用了以冲压设备附设的送料器为粗定位、模具内设置的导正钉为精定位。
针对冲件两端均有弯曲的成形要求,排样设计时的载体应采用,也只可采用搭边载体的形式。在工序排列时应先把需弯曲成形的各局部外形部位先冲切出来。考虑到连续模在冲压过程中带料要浮离凹模平面一定高度,在局部外形的切割工步分解中应将切割长度尺寸尽可能减少,以保证带料与冲件的连接强度和带料在冲压过程中的平稳送进,因此把需弯曲的局部外形切割分解成3个冲切工步分别设置在两个不同的工位上(分别设置在Ⅰ、Ⅱ两个工位上),冲件两侧面大部分外形的冲切放在最后载体与冲件分离的切割工位上进行。
排样方案共设9个工位,带料所占的冲压面积适中,因而模具的面积亦不大,材料利用率为34%。
经反复比较,确定的排样如图所示。其工位顺序排列如下:第Ⅰ工位冲导正钉孔、局部外形冲切Ⅰ;第Ⅱ工位冲小圆孔、局部外形冲切Ⅱ;第Ⅲ工位为空工位;第Ⅳ工位两端弯曲成形;第Ⅴ工位弯曲成形;第Ⅵ工位为空工位;第Ⅶ工位冲凸台;第Ⅷ工位为空工位;第Ⅸ工位冲件外形与载体平切分离。带料宽度为61mm,各工位间距为14mm,导正钉孔为2×ϕ3mm、ϕ4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。