



【摘要】:模具图模具主要技术规格及零部件表2-56 模具主要技术规格及零部件(续)分析说明图2-56所示为支架滑动导向对角导柱模架弹压导板冲孔切槽、裁搭边切废、连续弯曲、切断多工位连续式复合模。其冲压件的冲压工艺及其排样方式、工位间的送进方式、工位设置等都具有典型性和代表性。该冲压件料厚0.8mm,采用六工位连续冲压。
(1)模具图(图2-56)
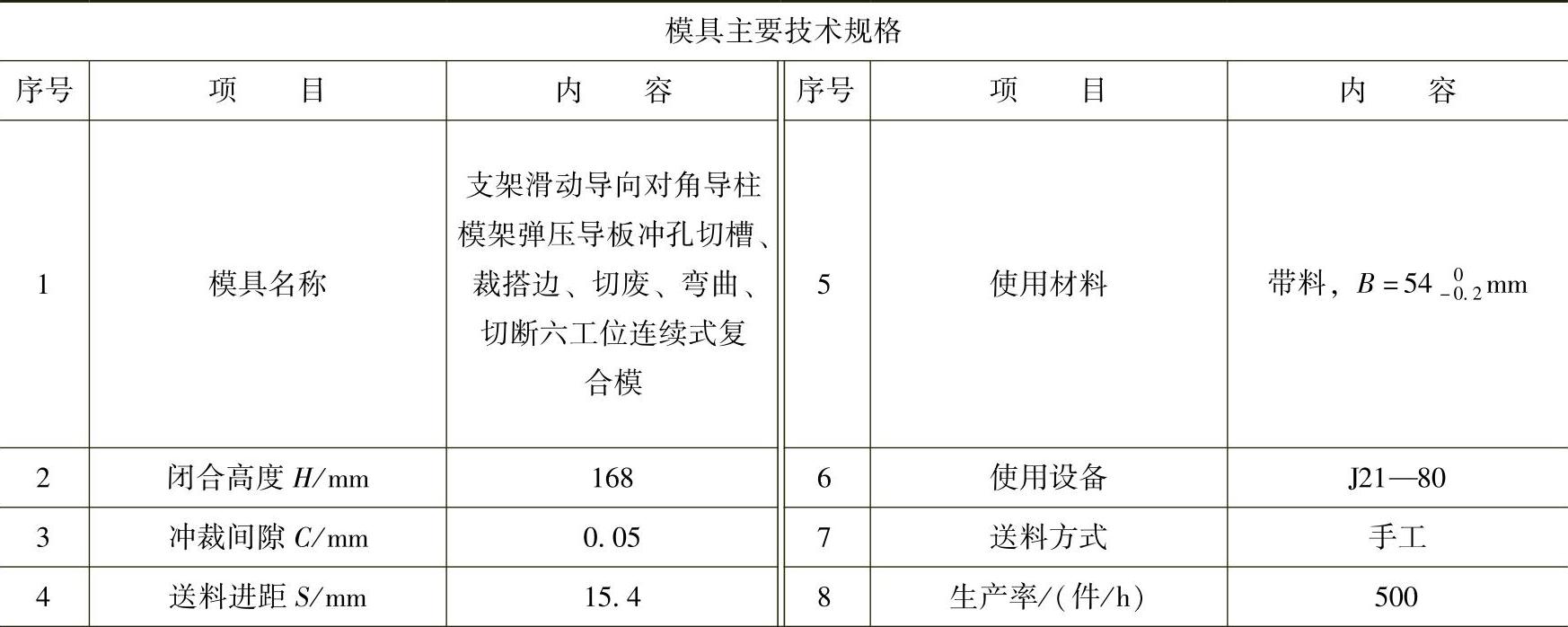
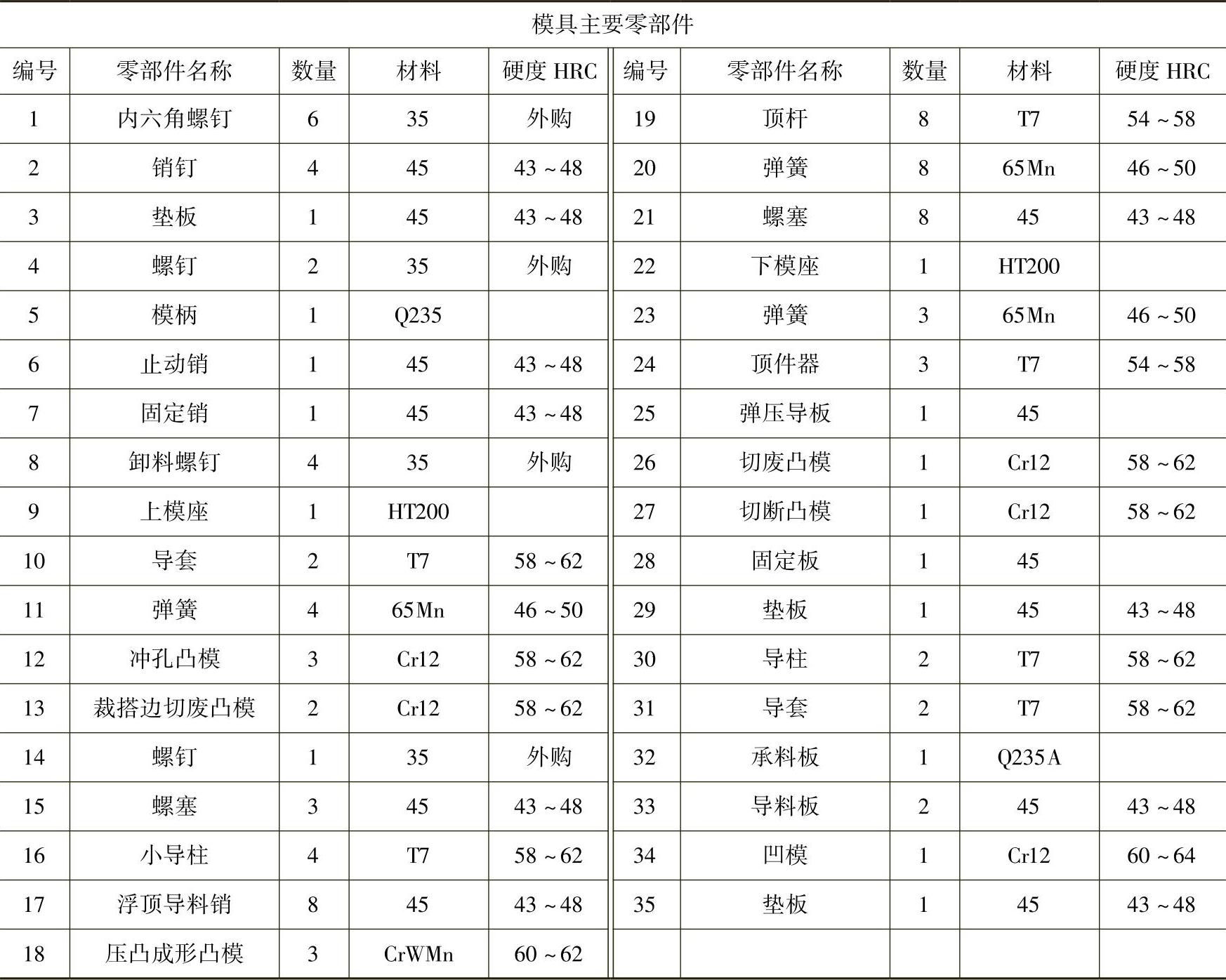
(2)模具主要技术规格及零部件(表2-56)
表2-56 模具主要技术规格及零部件
(续)(https://www.xing528.com)
(3)分析说明
图2-56所示为支架滑动导向对角导柱模架弹压导板冲孔切槽、裁搭边切废、连续弯曲、切断多工位连续式复合模。其冲压件的冲压工艺及其排样方式、工位间的送进方式、工位设置等都具有典型性和代表性。该冲压件料厚0.8mm,采用六工位连续冲压。Ⅰ工位在载体上和结构废料上冲ϕ3mm工艺定位孔;Ⅱ工位冲出槽孔K、平毛坯端头结构废料T以及工件中部孔ϕ2.8mm;Ⅲ工位冲切平毛坯结构废料M、E;Ⅳ工位冲切平毛坯结构废料N并同时获得放大图Ⅲ所示切头尺寸0.3mm;Ⅴ工位弯曲毛坯端头A和B,并压出4个凸包ϕ2mm×0.5mm;Ⅵ工位冲出放大图Ⅰ和Ⅱ所示尺寸、弯曲C部并冲去结构废料F、C,完成切断。
可以在冲压方向施力弯曲成形的多弯角弯曲件,都采用裁搭边排样,将工件始终留在原材料上,靠送进原材料携带工件到各冲压工位进行冲压。在冲压工步安排上,总是在前几个工位通过各种形式的冲裁分离作业,诸如冲孔、切槽、裁搭边、冲去结构废料等多个冲裁工位,获得工件的展开平毛坯而后再进行弯曲及成形冲压,最后设切断工位,将完成工件从原材料上分离出来。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。