



(1)模具图(图2-55)
(2)模具主要技术规格及零部件(表2-55)
表2-55 模具主要技术规格及零部件

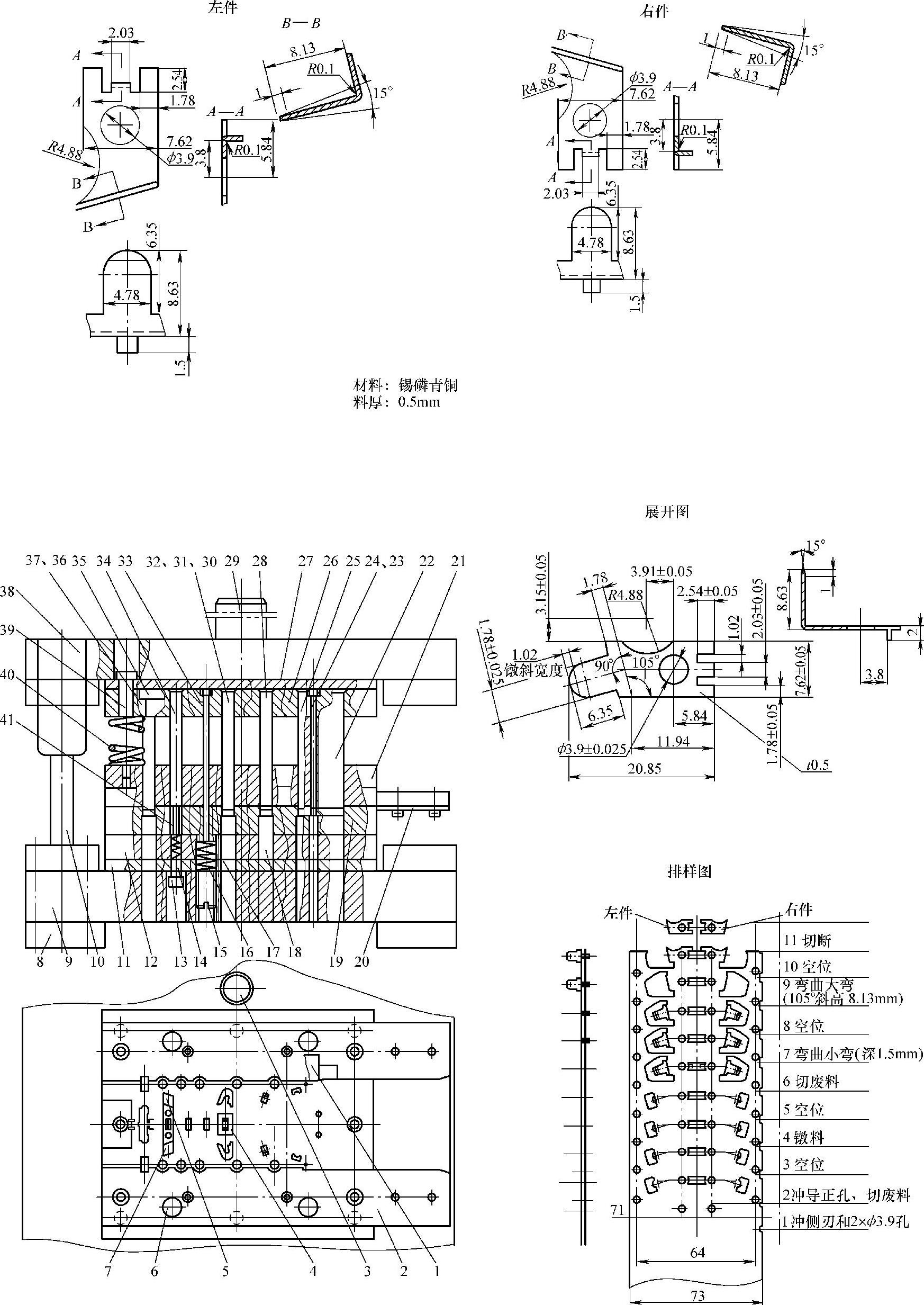
图2-55 左右接线片滑动导向对角导柱模架弹压导板双列裁搭边、成形、弯曲、切断连续式复合模
(3)分析说明
图2-55所示为接线片滑动导向弹压导板双列裁搭边、成形、弯曲、切断连续式复合模。该冲模冲制的双列并排对称一模两件的接线片冲压工艺工步多达7个,另设空工位4个,总计为11工位连续模,采用薄板条料宽730-0.5mm,进距15mm。各工步的冲压作业如下:
工位1:冲单边侧刃和2×ϕ3.9±0.025mm孔,为第一工步。
工位2:冲导正孔2×ϕ3mm,切废料(为镦斜作准备),为第二工步。
工位3:空位。
工位4:镦15°斜角,宽1.02mm,为第三工步。
工位5:空位。(https://www.xing528.com)
工位6:切废料,为镦斜延展变形整形,为第四工步。
冲出中间两处2.03mm×2.54mm“小方舌”,为弯曲小弯角作准备。冲出两处左右对称的105°斜角和4.78mm×6.35mm的“长圆舌”,为弯曲大弯角作准备。
工位7:弯曲小弯(向下弯90°),深1.5mm,为第五工步。
工位8:空位。
工位9:弯曲大弯角,沿105°斜角向上弯曲,高8.13mm,为第六工步。
工位10:空位。
工位11:切断,一分为二,冲裁出两种接线片,为第七工步。
该冲模的主要结构特点如下:
1)料厚t=0.5mm,冲裁间隙(单边)C≤0.025mm,为确保凸模及整模芯的精准导向,在卸料装置上装4组滚珠导柱导向系统(件6),其导向精度由于滚珠与导柱、导套配合为过盈配合而实现零误差。
2)各成形工步装导正销与第2工位冲出工艺定位孔匹配,实施导正校准送料进距。
3)在各成形工步装设浮动导料销,确保送料顺畅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。