



(1)模具图(图2-54)
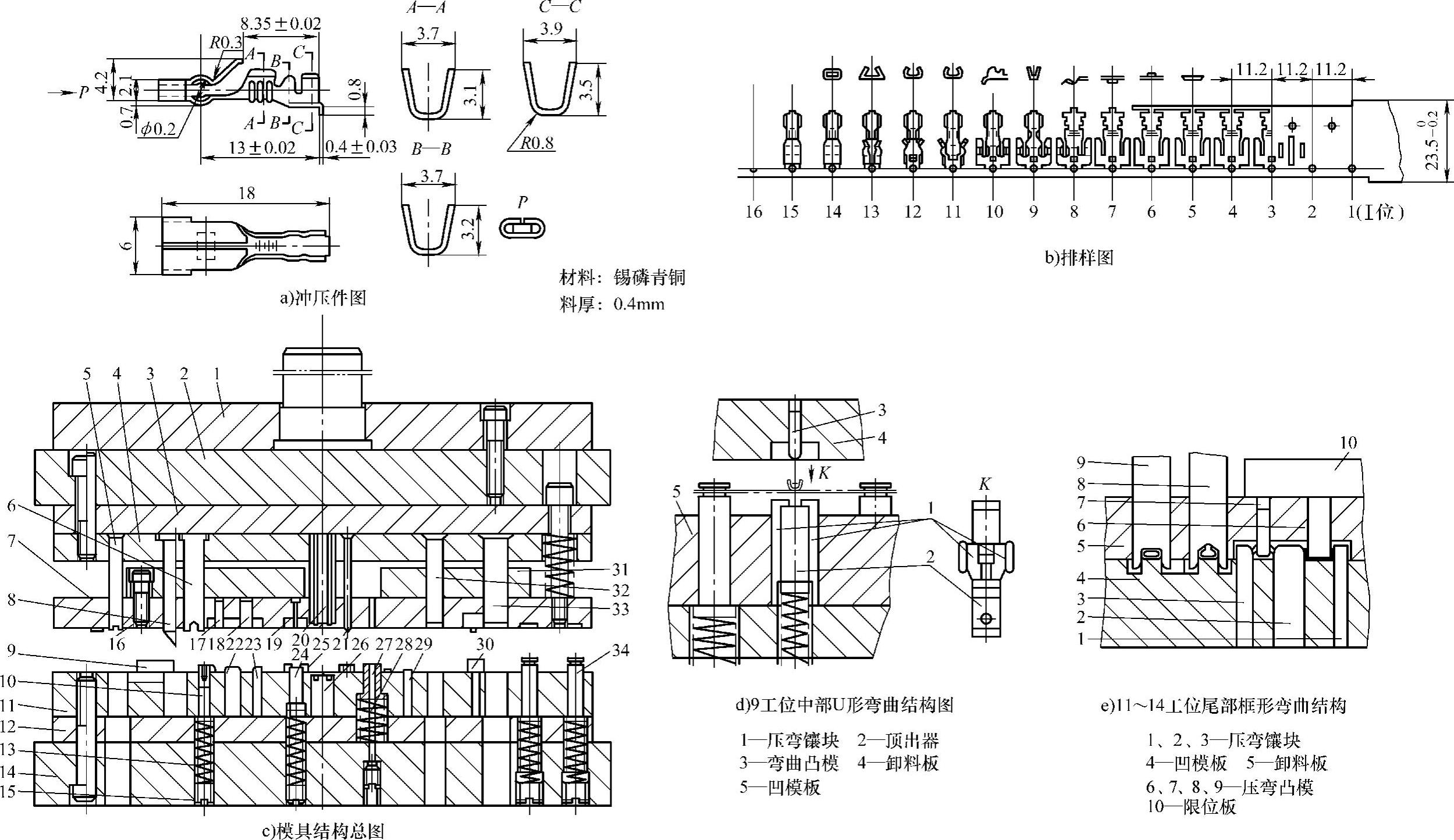
图2-53 接线端子滑动导向四导柱钢模架弹压导板冲孔、切废、弯曲、落料十六工位连续式复合模
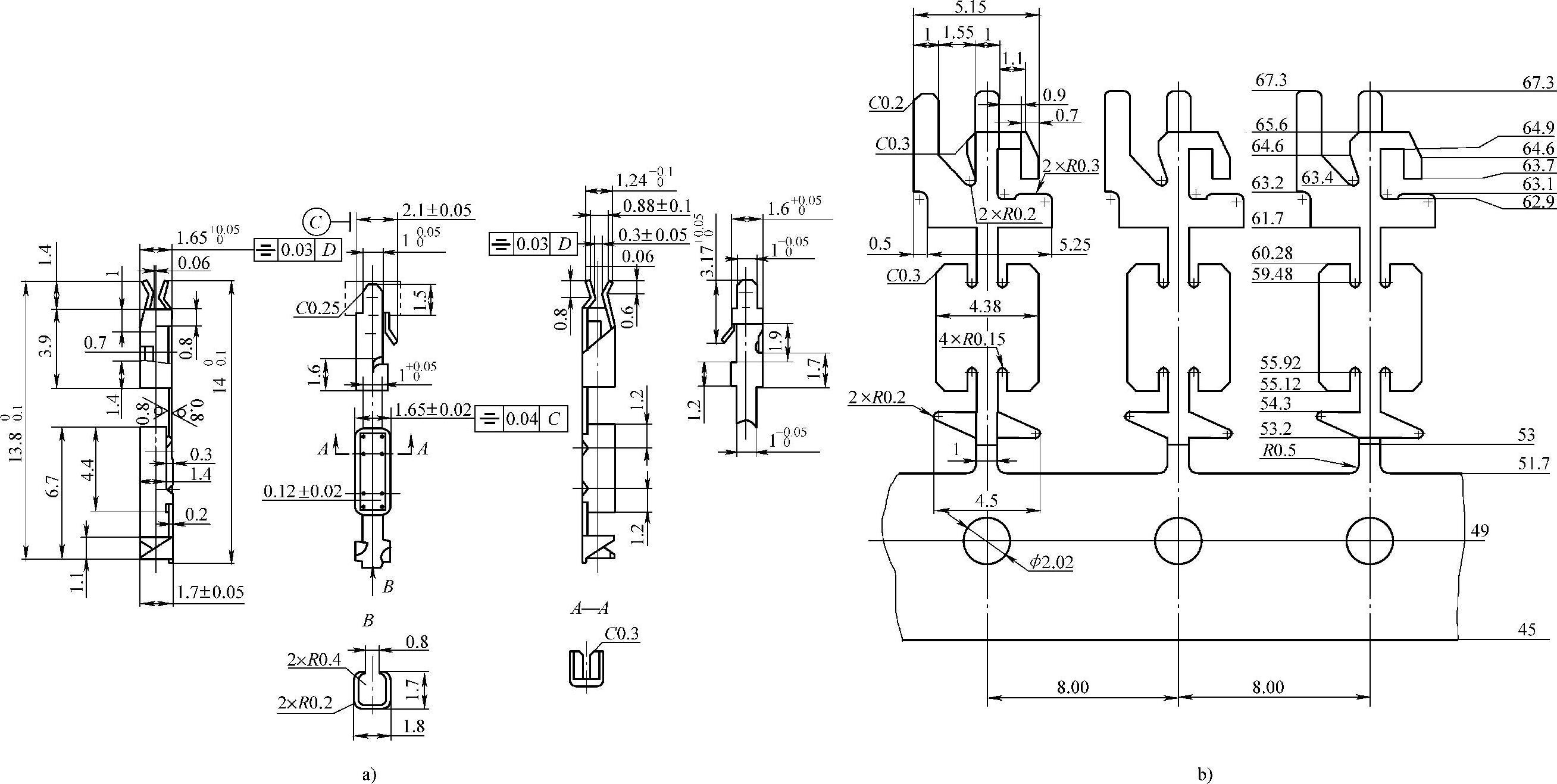
图2-54 插头簧片滑动导向四导柱模架弹压导板冲孔、连续切废、成形、连续弯曲、整形并压印、切断连续式复合模
a)零件图 b)展开图
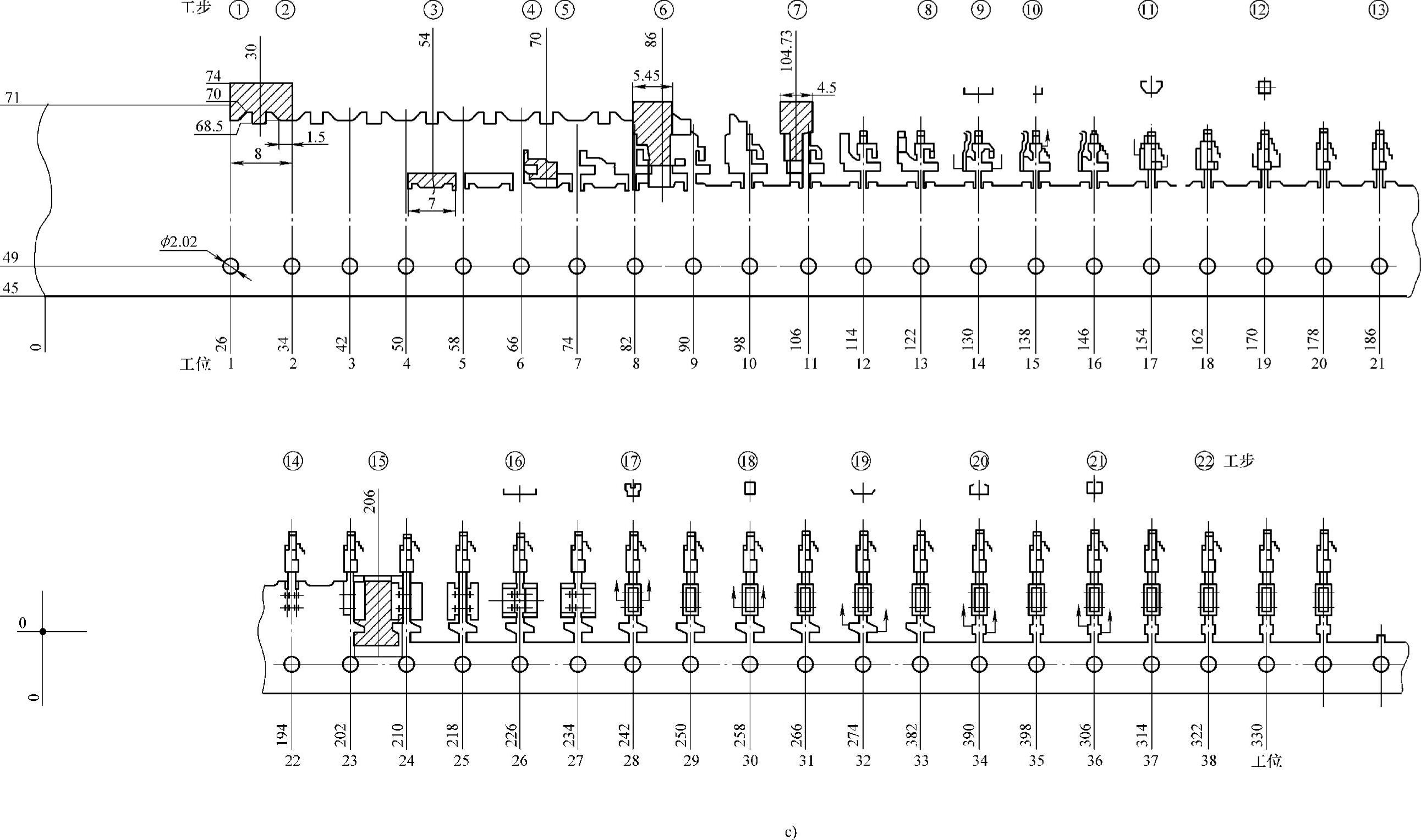
图2-54 插头簧片滑动导向四导柱模架弹压导板冲孔、连续切废、成形、连续弯曲、整形并压印、切断连续式复合模(续)
c)条料排样图(https://www.xing528.com)
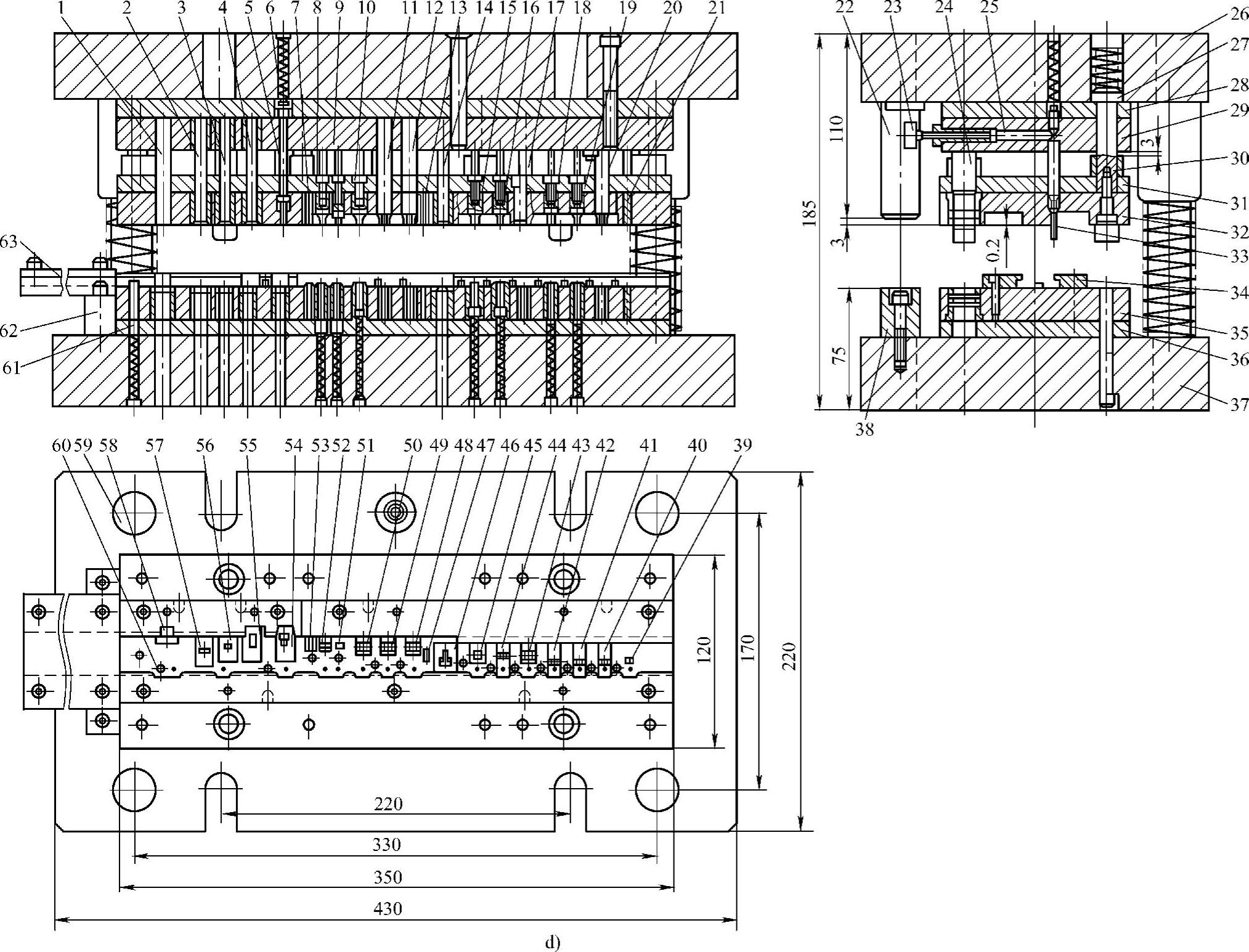
图2-54 插头簧片滑动导向四导柱模架弹压导板冲孔、连续切废、成形、连续弯曲、整形并压印、切断连续式复合模(续)
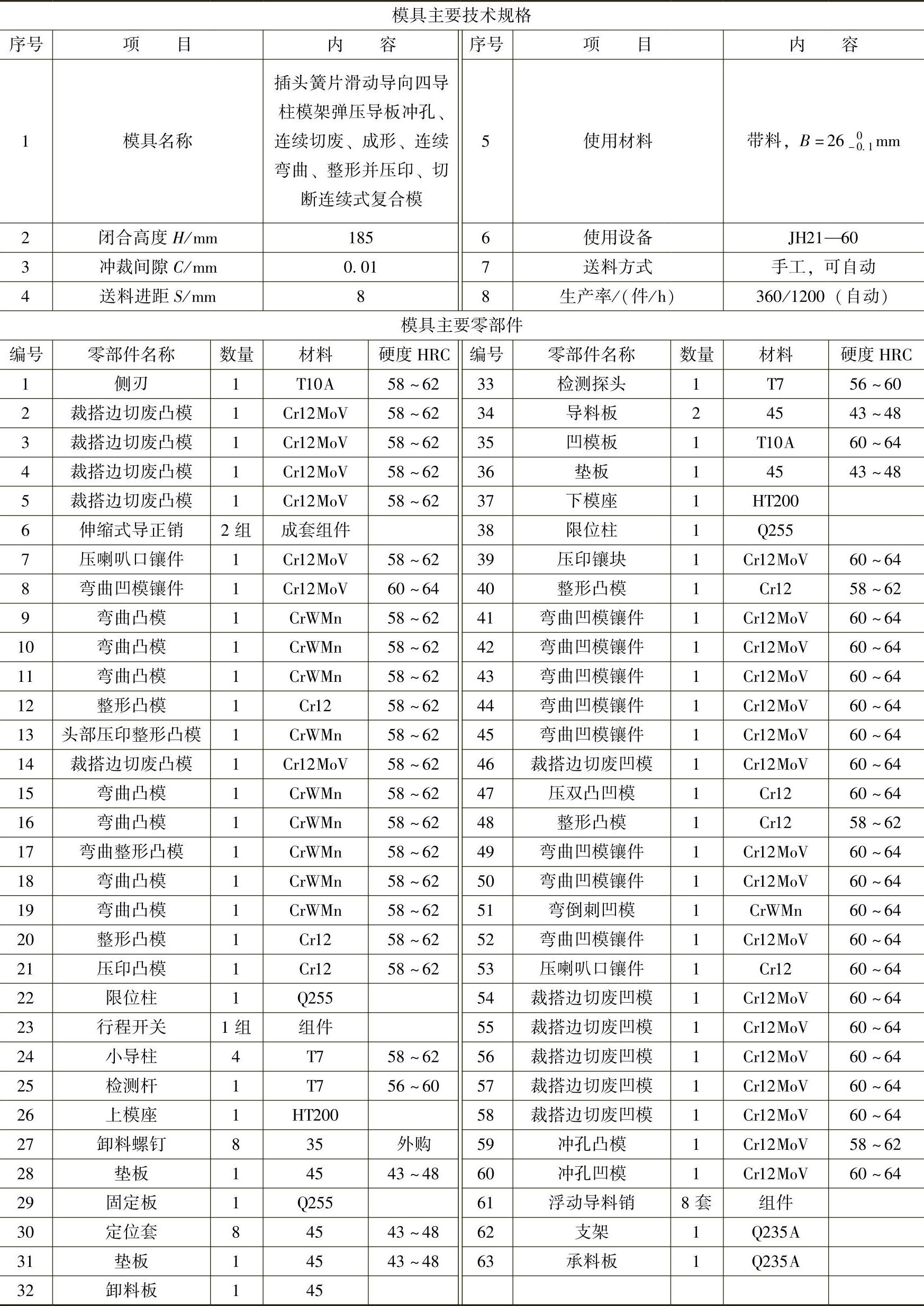
d)模具图
(2)模具主要技术规格及零部件(表2-54)
表2-54 模具主要技术规格及零部件
(3)分析说明
图2-54所示为插头簧片22工步38工位连续式复合模。其冲制零件材料为t=0.2mm的锡磷青铜QSn6.5-0.1Y,形状复杂,是以弯曲成形为主的多向多角弯曲成形的立体形工件。其排样图设计为单侧载体上加各工步导正定位孔,实际采用的22冲压工步分别为:1工步用侧刃切边定位并在单侧载体上冲工艺定位孔;2工步导正;3工步冲废,即切除搭边及与搭边连接结构废料,通称切废;4工步导正;5~7工步冲废;8工步头部成形喇叭口,压倒刺;9~12工步连续弯曲;13工步头部整形;14工步压凸;15工步冲废;16~20工步连续弯曲并整形;21~22工步为尾部整形和压印。由于设置单侧载体并在载体上设ϕ2.02mm工艺定位孔,各冲压工步可按其对送进精度的要求及前后冲压工步的配合要求,设导正销(亦称导正凸模),确保载体携带工件精准送进到位。对于插头簧片及类似复杂形状的薄板冲压件,采用多工位连续冲压一模成形,都使用有沿边、有搭边的排样进行有废料冲压加工,而且都采用裁搭边切除结构废料排样技术,始终将工件留在原材料上,依靠送进原材料携带到达各冲压工步工位完成冲制。该冲压件排样图设计及其冲压工步和冲压工位设置都具有典型性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。