



【摘要】:模具图模具主要技术规格及零部件表2-53 模具主要技术规格及零部件(续)分析说明图2-53所示为接线端子滑动导向四导柱钢板模座模架弹压导板冲孔、切废、打扁压印、成形、连续弯曲、切断分离连续式复合模。
(1)模具图(图2-53)
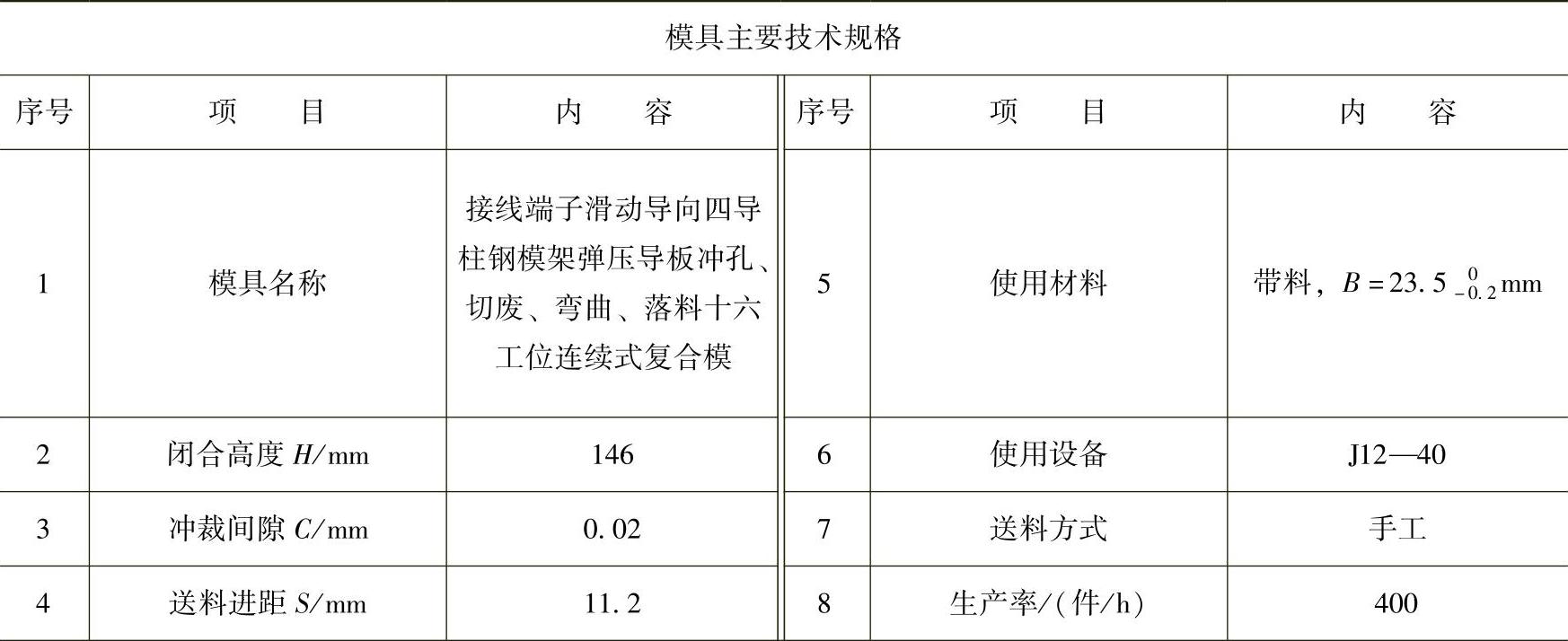
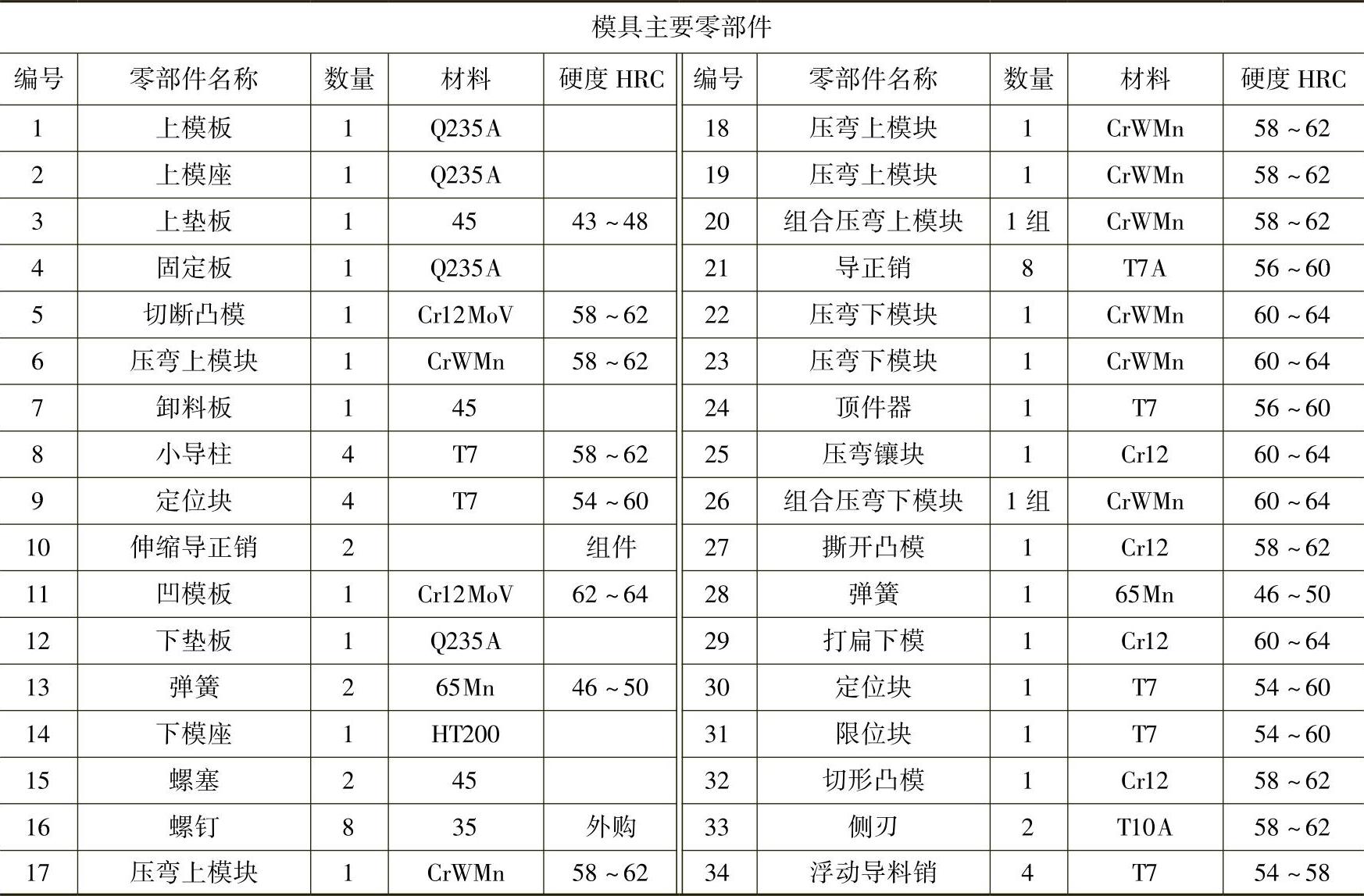
(2)模具主要技术规格及零部件(表2-53)
表2-53 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-53所示为接线端子滑动导向四导柱钢板模座模架弹压导板冲孔、切废、打扁压印、成形、连续弯曲、切断分离连续式复合模。其冲制的接线端子材料为锡磷青铜,料厚t=0.4mm。
接线端子依其展开平毛坯采用单列横置裁搭边排样,在排样带料的一侧设置载体并在载体上设各工位的工艺定位孔,用上置式固定导正销或下置式可伸缩导正销插入各工位的工艺定位孔导正定位,详见排样图。
该冲模根据排样图共设16个工位:第1~4工位冲孔、切废、获展开平毛坯;第5工位打扁;第6工位撕开压字;第7工位切开压筋;第8工位压弯打喇叭口;第9工位中部压弯;第10工位头部压弯;第11~14工位尾部连续压弯;第15工位空挡;第16工位切断分离。带料入模用双边侧刃切边定位。从第1工位到第6工位除单边专设载体外,对边还有沿边,两者一起携带工件送进。为顺畅送进,在这6个工位间加浮顶导料销两组,见总图件34。该冲模的结构特点是:①采用滑动导向四导柱钢板模座模架,刚度大,工作稳定性好,抗疲劳能力强;②在固定板4、卸料板7、凹模板11之间装有4个小导柱,使卸料板兼有导向功能,变成弹压导板;③中部U形弯曲模具结构见图2-53d;④尾部框形弯曲模具结构见图2-53e。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。