



【摘要】:在不同模架的情况下,实现弹压导板为凸模导向。共计7个冲压工步,5个空挡位,构成12工位连续式复合模。该冲模配通用自动送料装置进行自动冲压,送料进距S=15mm。该冲模凹模采用镶嵌结构,提高了制模工艺性。图2-49 接线头无模架弹压导板冲孔、切废、切开、弯曲、落料连续式复合模
(1)模具图(图2-49)
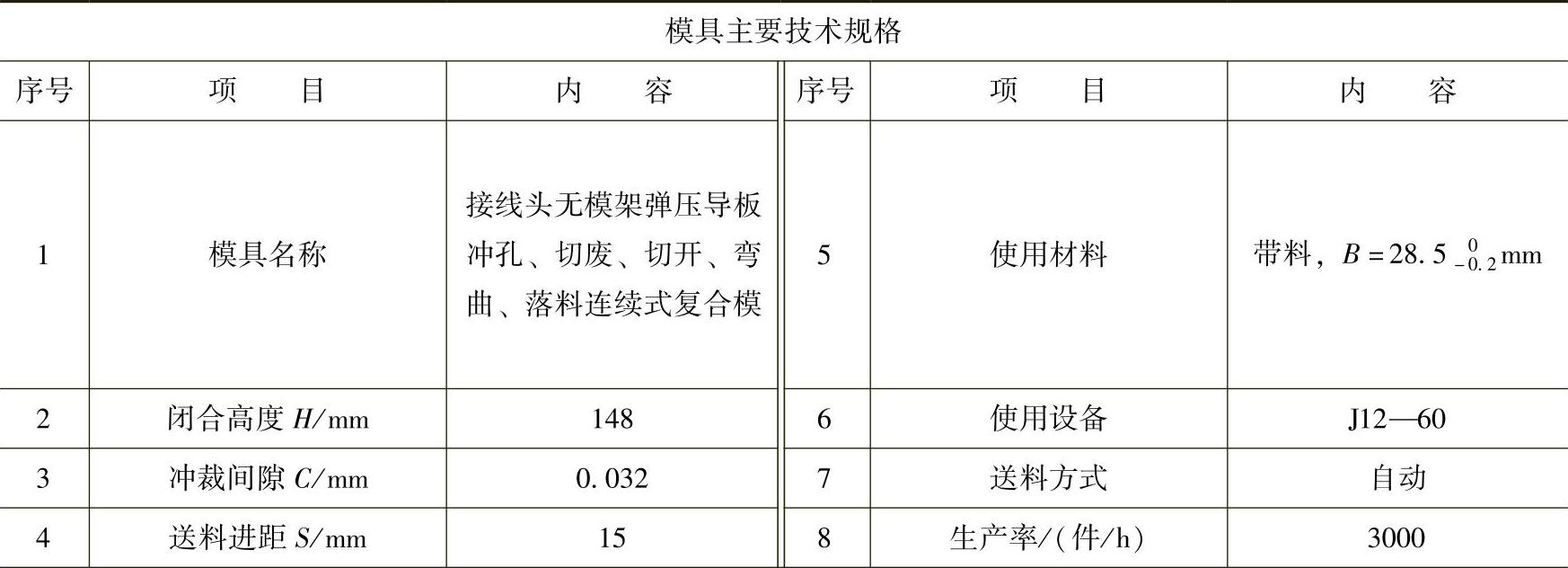
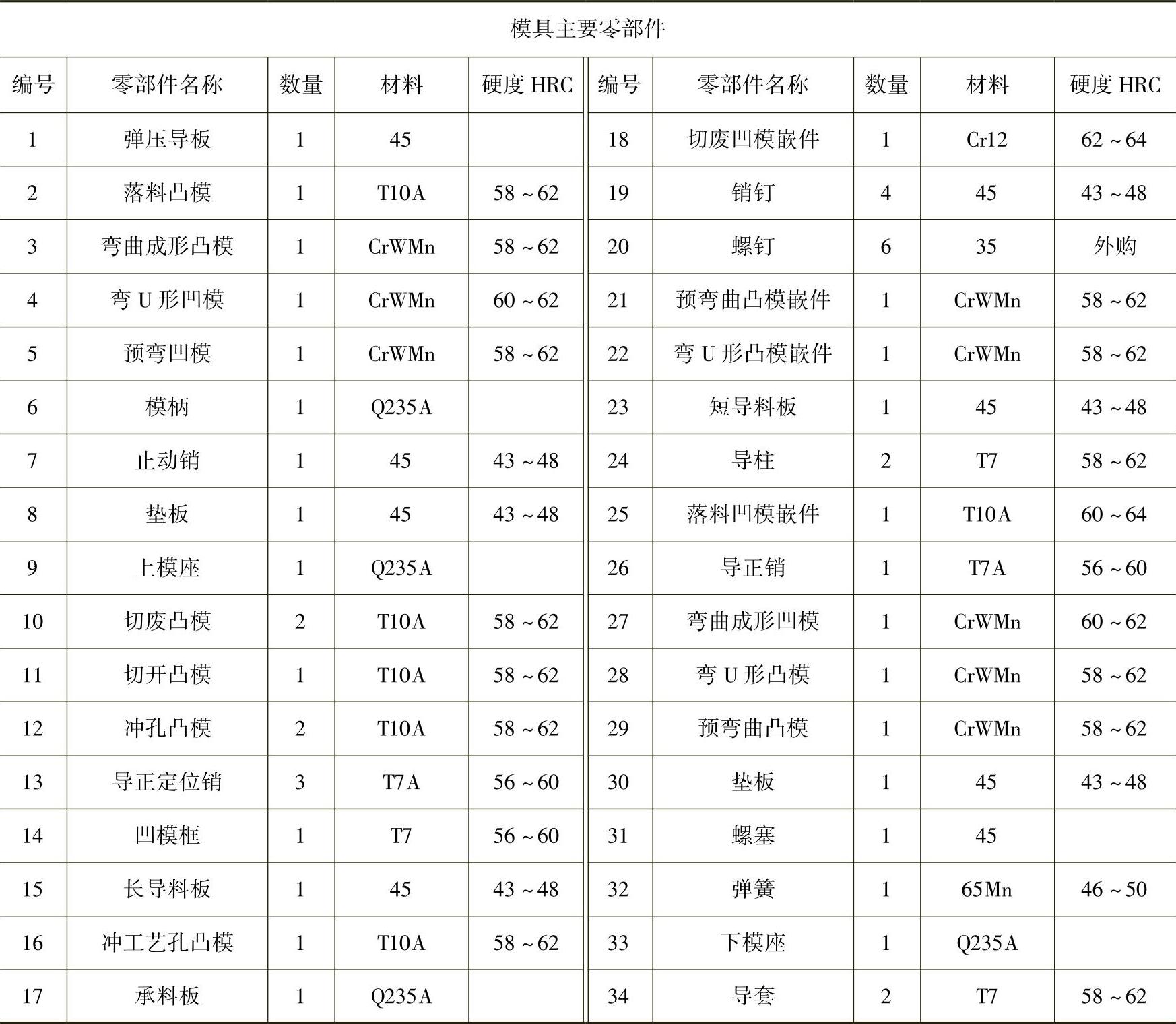
(2)模具主要技术规格及零部件(表2-49)
表2-49 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-49所示为接线头无模架弹压导板冲孔、切废、切开、弯曲、落料连续式复合模。该冲模采用弹压卸料导板式结构,将导柱装在凹模板上,使其进入卸料板导套,直穿过固定板,形成凹模板、卸料板、固定板三板同柱,确保凸模有精准导向。在不同模架的情况下,实现弹压导板为凸模导向。其冲压过程是:第Ⅰ工位冲工件环首ϕ4mm孔和工艺定位导正孔;第Ⅱ工位切除工件尾部凹口废料;第Ⅲ工位空挡;第Ⅳ工位切开;第Ⅴ工位空挡;第Ⅵ工位预弯形;第Ⅶ工位空挡;第Ⅷ工位弯曲;第Ⅸ工位空挡;第Ⅹ工位弯成形;第Ⅺ工位空挡;第Ⅻ工位落料。共计7个冲压工步,5个空挡位,构成12工位连续式复合模。该冲模配通用自动送料装置进行自动冲压,送料进距S=15mm。该冲模凹模采用镶嵌结构,提高了制模工艺性。这种结构的冲模,闭模高度小,冲压工作行程小,要求凸模始终不脱离弹压导板,目的是保证各凸模导向模孔的导向面不被破坏,因此,这种结构冲模与一般固定卸料导板模一样,都要求在滑块行程可调的压力机上工作,如国产的J11系列及其改型的开式单柱固定台偏心压力机、J12系列及其改型的开式单柱活动台偏心压力机以及如J21等具有高技术性能的开式双柱固定台压力机等。
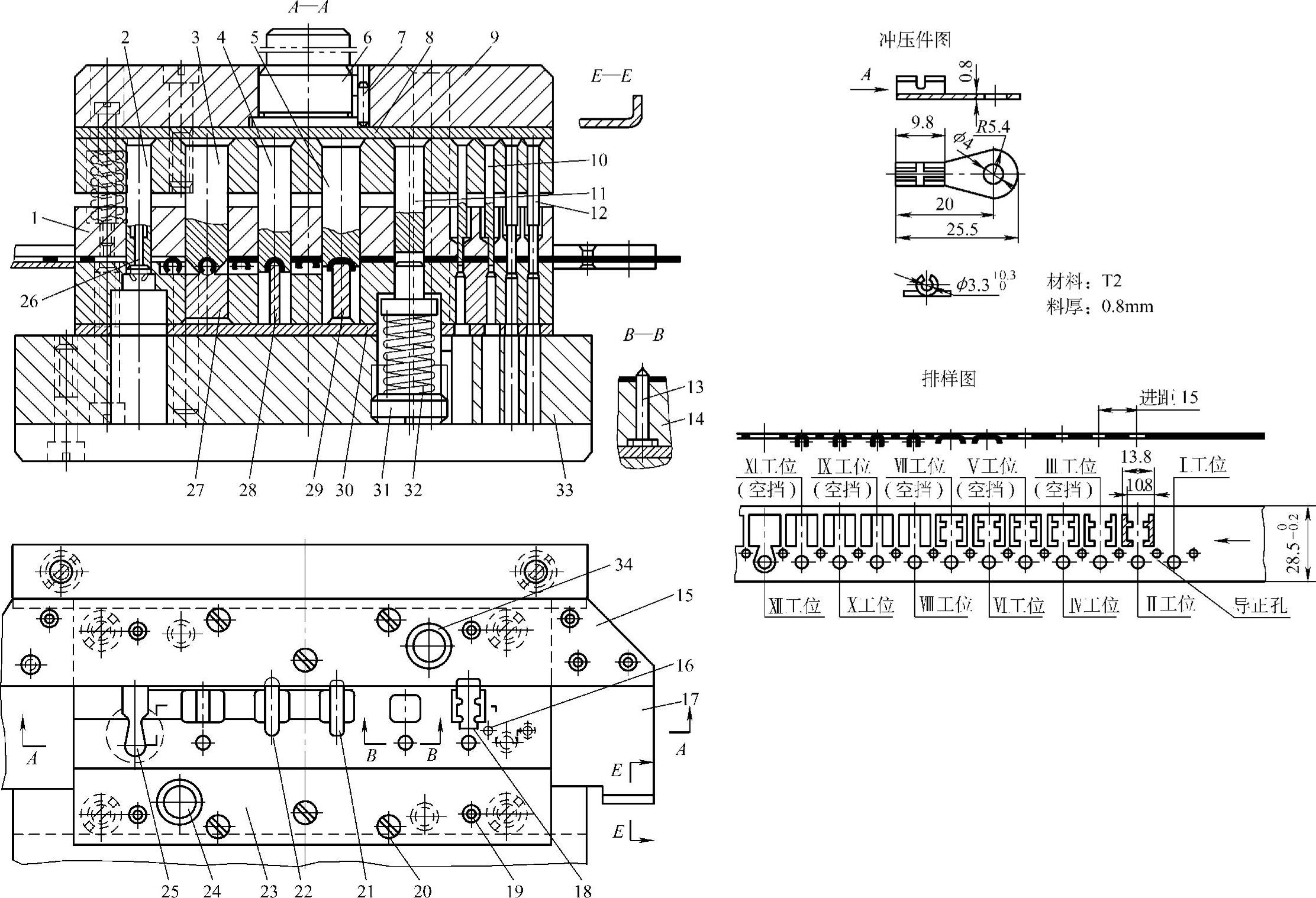
图2-49 接线头无模架弹压导板冲孔、切废、切开、弯曲、落料连续式复合模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。