



【摘要】:模具图图2-47 磁心簧滑动导向对角导柱模架弹压导板冲孔、切废、切断弯曲三工位连续式复合模模具主要技术规格及零部件表2-47 模具主要技术规格及零部件分析说明图2-47所示为磁心簧连续式复合模,是一种冲制薄料零件的导柱模架弹压卸料导板式冲模的结构形式。这两项工艺技术使该冲模的结构得以简化而紧凑。
(1)模具图(2-47)
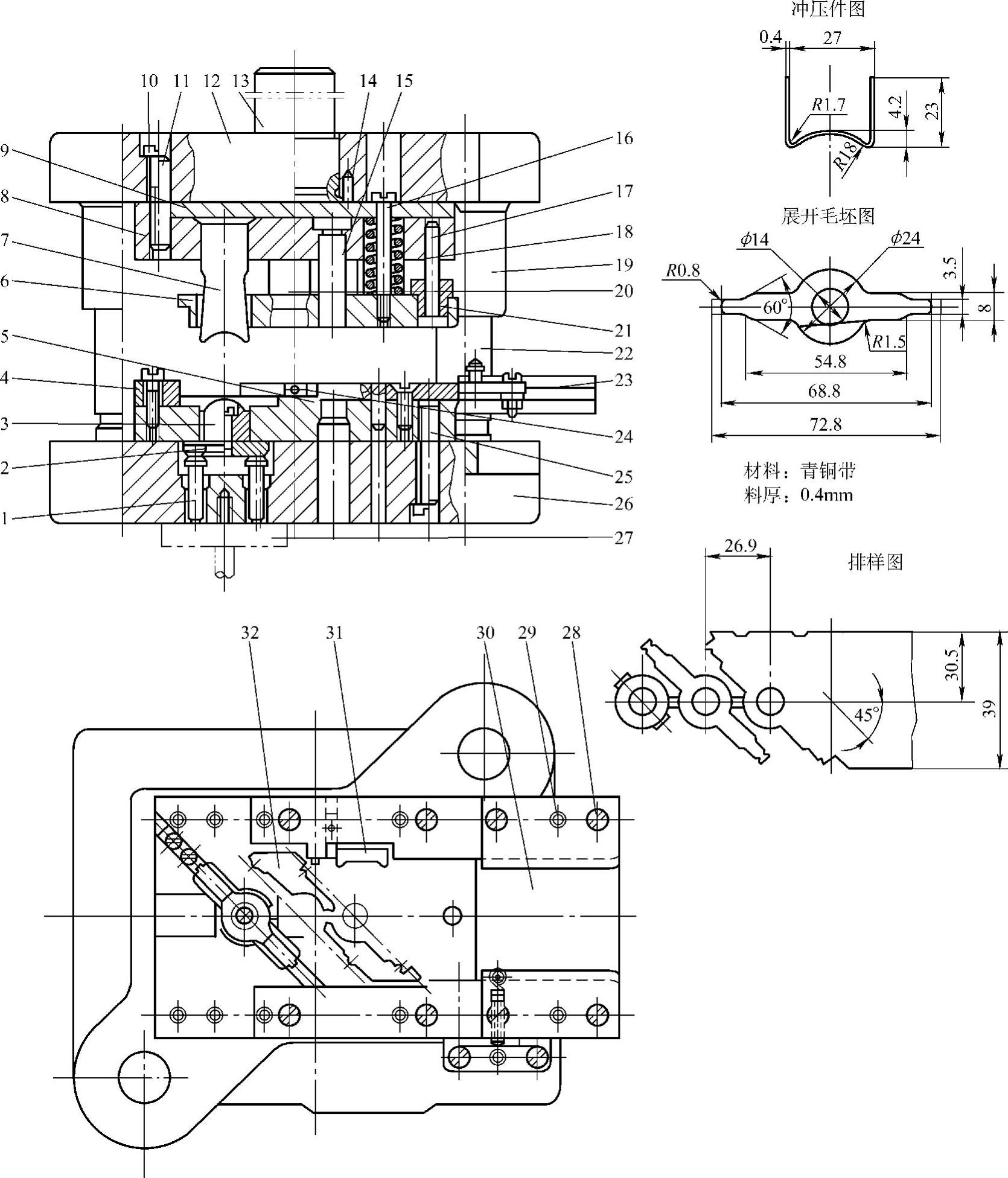
图2-47 磁心簧滑动导向对角导柱模架弹压导板冲孔、切废、切断弯曲三工位连续式复合模
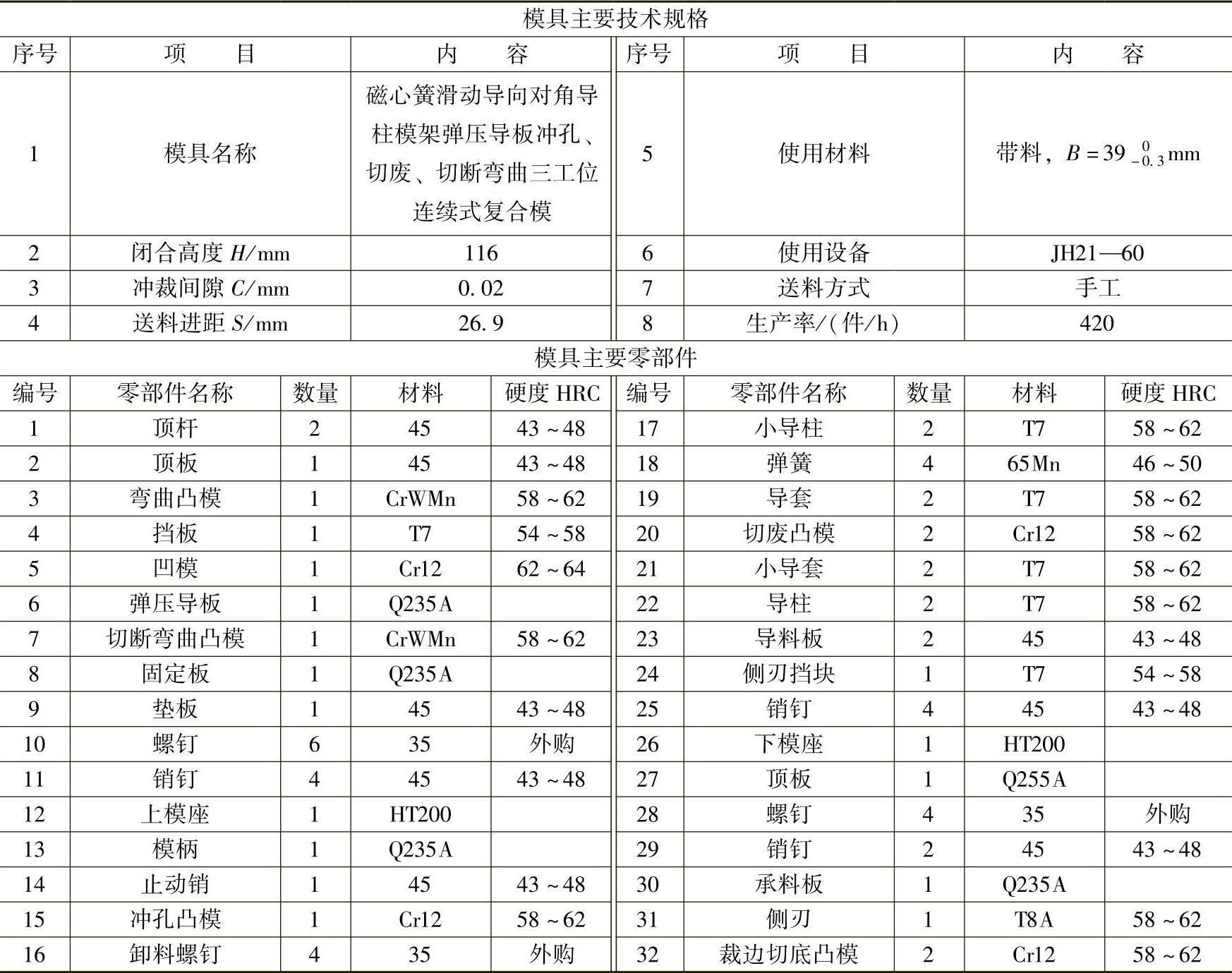
(2)模具主要技术规格及零部件(表2-47)
表2-47 模具主要技术规格及零部件
(3)分析说明
图2-47所示为磁心簧连续式复合模,是一种冲制薄料零件的导柱模架弹压卸料导板式冲模的结构形式。冲制零件料厚t=0.4mm,是塑性较好的青铜材料。从零件展开图可以看出,落料平毛坯形状复杂,弯曲成形为R18mm的凸圆弧底 形工件弯边高达23mm。由于中心外廓为ϕ24mm的圆环,对称呈一字形的细长臂每边长达24mm,而其两端头宽仅3.5mm,必须采用有搭边排样,必定有较多的结构废料产生,材料利用率很低。(https://www.xing528.com)
形工件弯边高达23mm。由于中心外廓为ϕ24mm的圆环,对称呈一字形的细长臂每边长达24mm,而其两端头宽仅3.5mm,必须采用有搭边排样,必定有较多的结构废料产生,材料利用率很低。(https://www.xing528.com)
根据冲压零件形状结构特点,冲压工艺安排如下:
1)采用有沿边、有搭边排样,进行有废料冲裁与成形,以获取薄料弯曲件的较高尺寸与形位精度。
2)将零件的展开毛坯轴线倾斜45°排样。尽管搭边宽度不足1mm,由于倾斜45°排样后平毛坯中间最宽处错开,充分利用结构废料,仍可留出足够宽的中间搭边作为连接工件的纽带,以便用送进原材料携带工件至各工位冲压。
3)用裁搭边法获取展开平毛坯,用切断分离后弯曲复合冲压,获得合格零件。这两项工艺技术使该冲模的结构得以简化而紧凑。
该冲模在结构设计上采取了如下几项措施:
1)在凸模固定板上装小导柱,与弹压卸料板上装的小导套匹配,构成模芯的第二套精密导向系统,确保冲裁间隙均匀一致,凸、凹模可以精确对准。
2)切断弯曲的最后工位不设全覆盖卸料板,因为弯曲成形需要更大的工作空间,同时也便于弯曲件出模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。