



(1)模具图(图2-45)
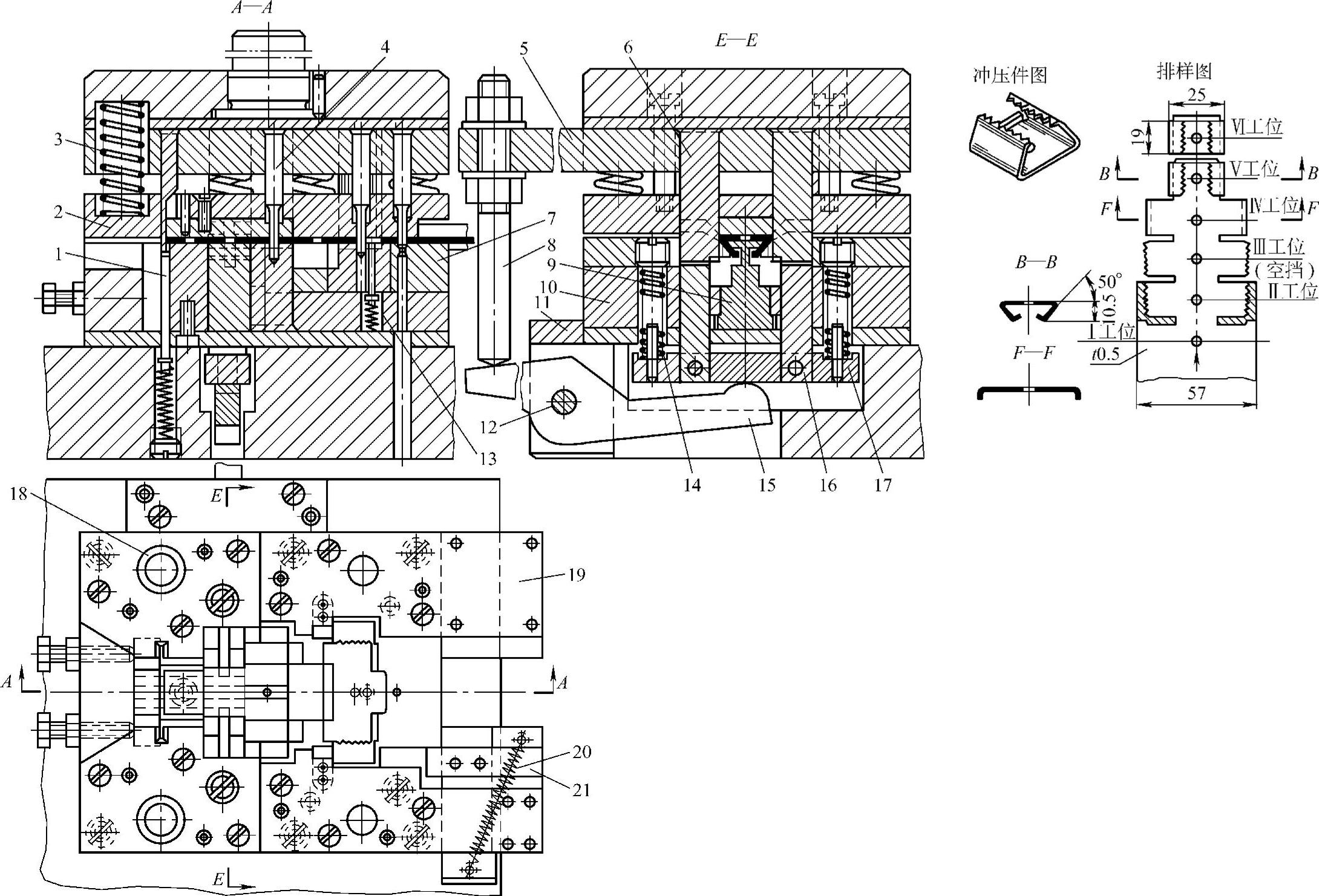
图2-45 齿夹无模架弹压导板冲外形、连续弯曲、切断连续式复合模
(2)模具主要技术规格及零部件(表2-45)
表2-45 模具主要技术规格及零部件

(3)分析说明
图2-45所示齿夹卸料装导柱的弹压导板冲外形、连续弯曲、切断连续式复合模,也称弹压卸料导板式冲模,其主要特点是可以不用模架,目前使用不广,但较典型。
该零件是箱包背带头加固装饰件,尺寸精度要求不高,但对外观质量有一定要求:平整、无碰伤及擦伤划痕,无手感及肉眼可见毛刺,以便确保较好的外观装饰效果,见图4-42。(https://www.xing528.com)
该弯曲件材料为H68黄铜,料厚t=0.5mm,镀装饰铬。
冲压工艺采用单列横置有搭边直排,用搭边与沿边组合冲切排样,用送进原材料携带工件至各工位冲裁、弯曲成形,最后切断分离并弯出侧面短边。具体工位及冲压工步见排样图。
这套六工位五工步的连续式复合模的结构设计具有以下特点:
1)工位安排:先冲孔、冲切沿边与搭边,再二次弯曲成形,最后切断分离并弯出侧面短边,进行复合冲压。工步顺序安排顺畅:先冲裁,后弯形,最后切断分离,属于一般连续式复合模常规排样模式。其中,值得注意的是,采用二次反向弯曲成形,简化了冲模结构,而且保持诸工位沿送料方向在同一平面呈直线布置,为用携带法实施工位间送进创造了条件。
2)定位系统的设计别具匠心,十分实用而精巧。采用可伸缩式挡料销13,确保板裁条料或带料入模首件定位;用导正凸模4在Ⅱ、Ⅲ工位导正定位,保证这两个关键工位的冲压精度,实际上控制了整个工艺过程各工位及冲制出零件的尺寸与形位精度。虽然在上模增加了两只导正凸模,但省去了始用挡料装置,制模方便多了。
3)为了防止板裁条料或带料边沿不齐或料宽偏差大,在模具入料口安装了侧压装置21。
4)凹模采取按工位分体镶拼组合结构,制造、修理方便。
5)卸件采用上模压杆8,驱动埋装在下模座中的铰链拉杆系统,推动弹簧与卸料机构卸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。