



【摘要】:为保证凸模对凹模的精准导向,在冲模固定板24上装小导柱12,与卸料板7上装的小导套匹配,可实现构成模芯上模的精准导向。
(1)模具图(图2-41)
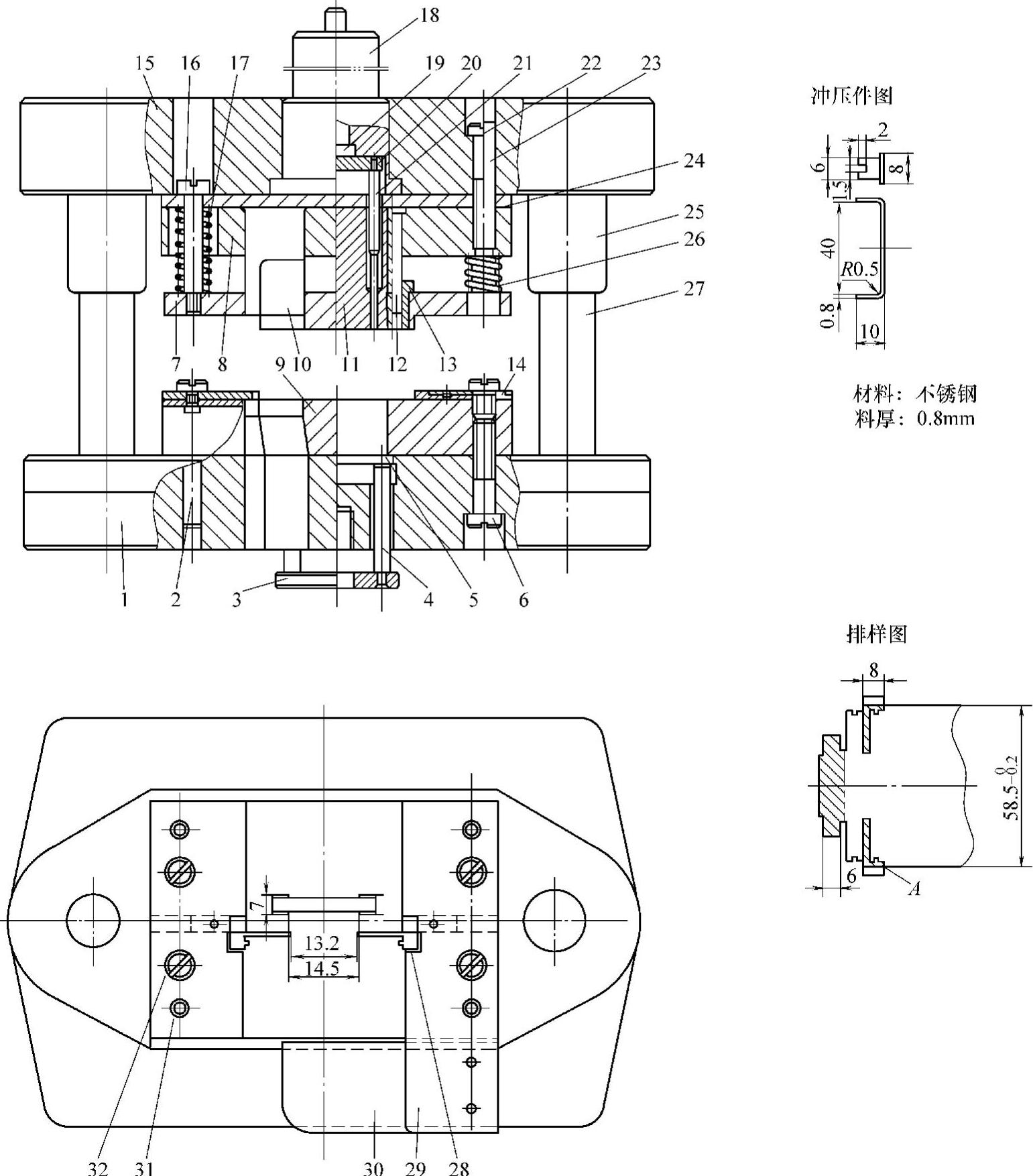
图2-41 支架滑动导向中间导柱模架弹压导板裁搭边、切断弯曲二工位连续式复合模
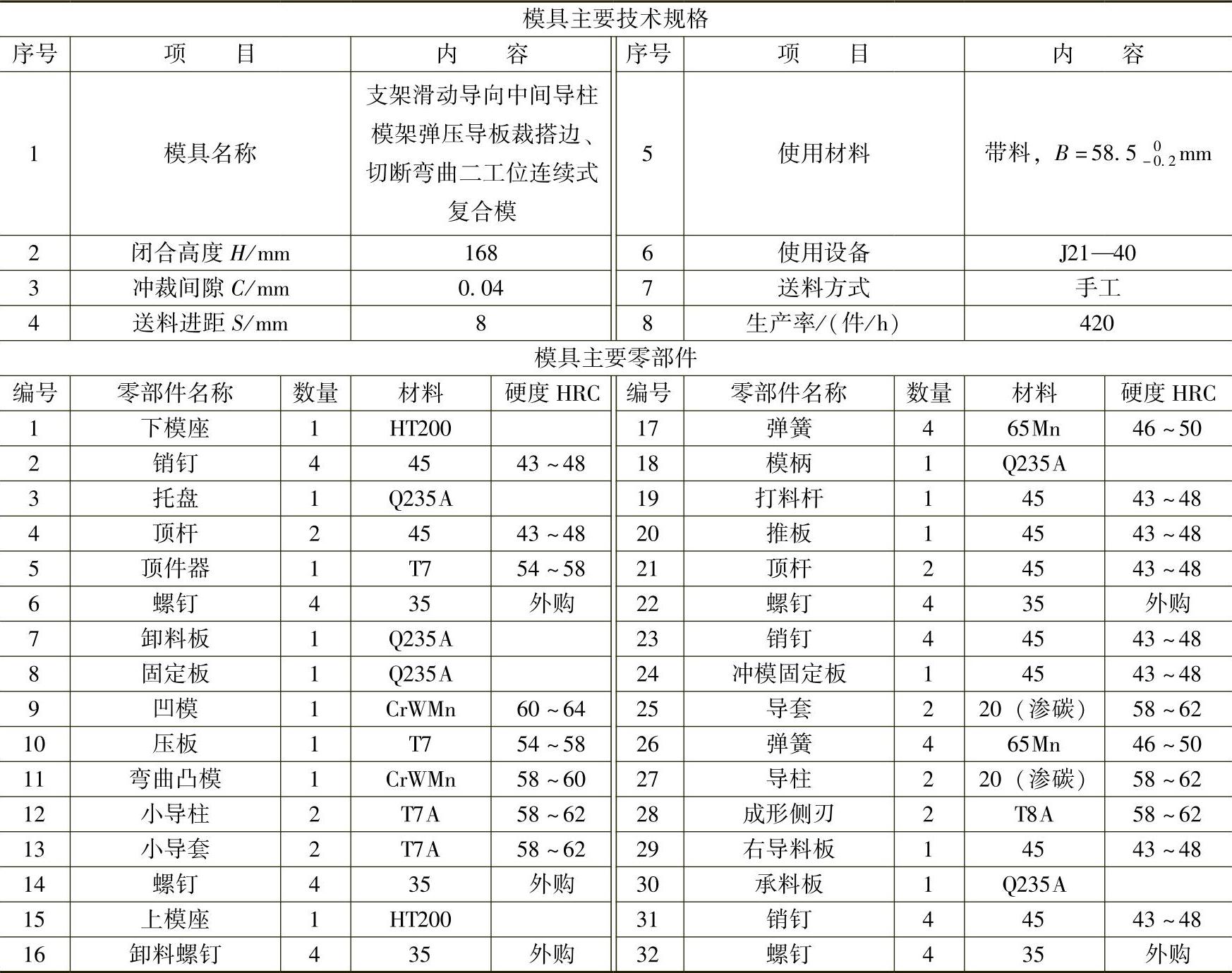
(2)模具主要技术规格及零部件(表2-41)
表2-41 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-41所示为不锈钢表芯支架滑动导向中间导柱模架弹压导板裁搭边、切断弯曲二工位连续式复合模。该冲模依冲压工艺要求,采用搭边与沿边组合冲切后获得弯曲件展开平毛坯外形,而后切断弯曲复合冲压成形。
用非标准侧刃、成形侧刃节制送料、控制进距是多工位连续冲裁模和多工位连续复合模经常采用的定位节制送料的方法。当多工位连续模的送料进距S<5.2mm或S>40.2mm时,就只能自行设计非标准侧刃。这时,如果仅仅为了侧切定位、节制送料,可以选用标准侧刃的类型、结构,将其相近规格按实际需要放大或修改断面尺寸,进行设计。如果需要借侧刃冲切冲压件局部外廓和相关搭边,构成侧刃的成形冲切,可使设计的非标准侧刃兼有冲裁凸模的作用,即成形侧刃。
该冲模采用成形侧刃28对搭边、沿边及冲压件外形凹口进行组合一次冲切,而后切断并弯曲成形。为保证凸模对凹模的精准导向,在冲模固定板24上装小导柱12,与卸料板7上装的小导套匹配,可实现构成模芯上模的精准导向。由于小导柱装在模架上座的固定板上,模架的上、下模座具有同一导向系统,故整个模具导向良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。