



【摘要】:冲压件的外形凸台、凸耳及内孔、翻边凸缘在落料前各工位冲出。冲压工艺安排为:冲小孔并切除7凸耳周边废料、翻边、落料、冲底部长孔、弯曲成形。冲模采用滑动导向四导柱弹压导板横向送料结构,凹模采用镶拼结构。
(1)模具图(图2-39)
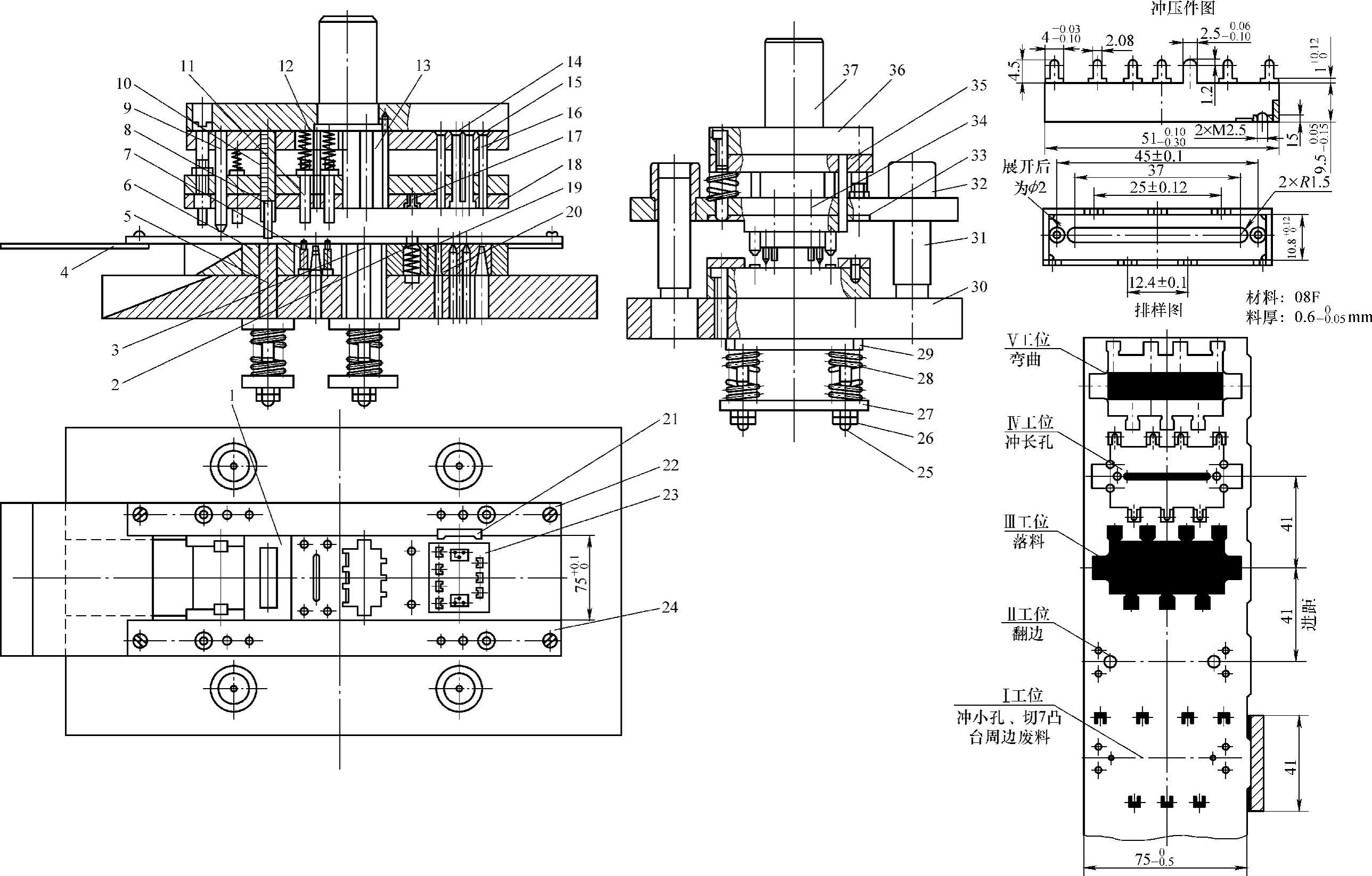
图2-39 外壳滑动导向四导柱模架弹压导板冲孔、翻边、落料、弯曲五工位连续式复合模
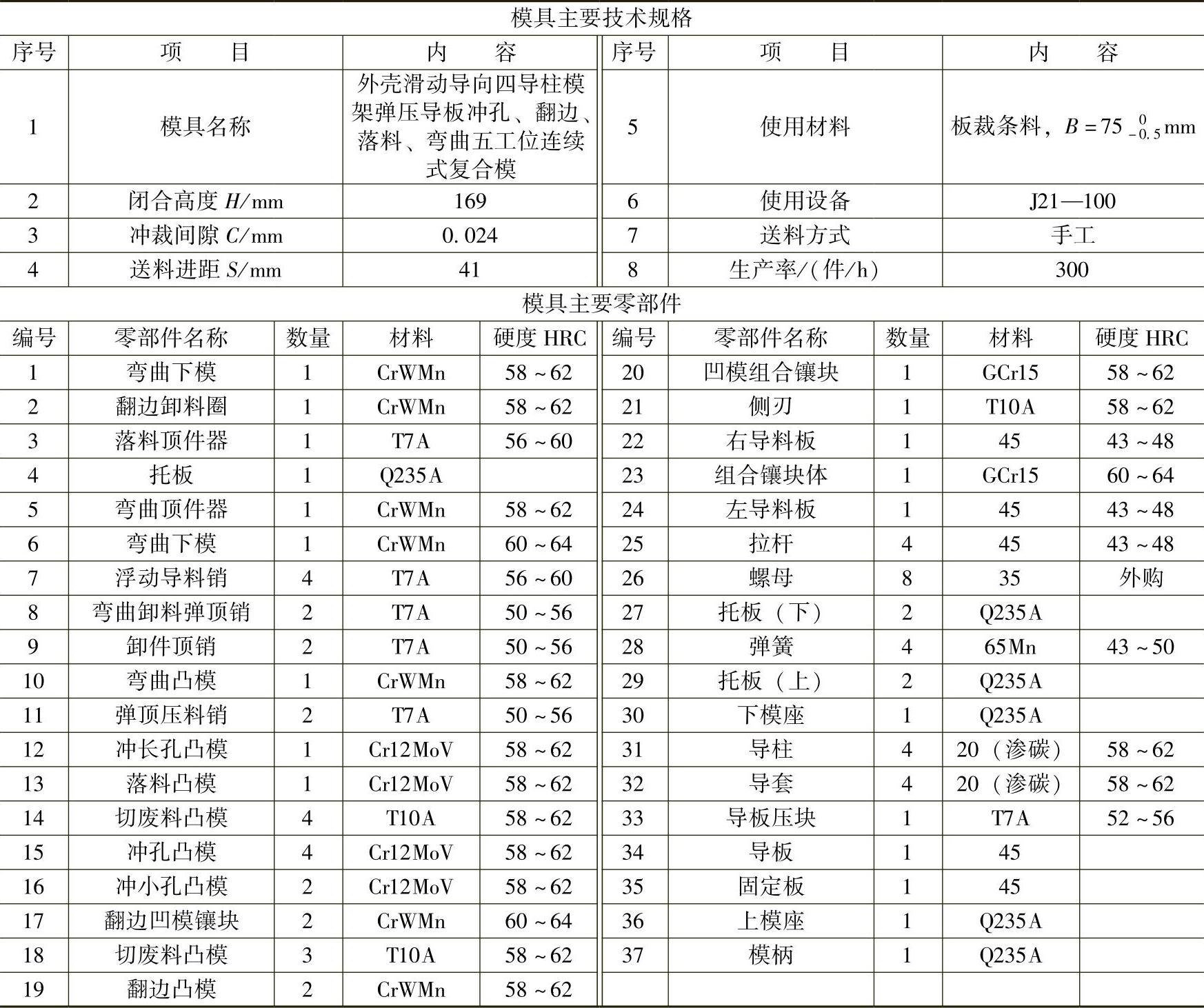
(2)模具主要技术规格及零部件(表2-39)
表2-39 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-39所示为仪表外壳滑动导向四导柱模架弹压导板冲孔、翻边、落料、弯曲五工位连续式复合模。其冲压零件为一个弯曲成形的矩形箱体。由于该外壳各边均在一次弯曲中成形,其展开平毛坯形状十分复杂:矩形外壳口部两长边上有7个相同的凸耳,底部有孔,底部两端各有一个ϕ1.2mm预冲孔,翻边凸缘高1.5mm,用于M2.5螺钉紧固,外壳长度51-0.10-0.30mm、外壳高9.5-0.05-0.15mm,以及对称孔距等都有较高精度要求。
根据外壳结构复杂且尺寸精度要求高的特点以及材料08F冲压性能好、料厚仅0.6mm、易弯曲成形且回弹小等条件,冲压工艺采取整体落料后一次弯曲成形。冲压件的外形凸台、凸耳及内孔、翻边凸缘在落料前各工位冲出。冲压工艺安排为:冲小孔并切除7凸耳周边废料、翻边、落料、冲底部长孔、弯曲成形。
冲模采用滑动导向四导柱弹压导板横向送料结构,凹模采用镶拼结构。采用弹压导板可保护细小凸模冲孔时强度高,不至于纵弯折断。在第Ⅰ工位切除凸耳周围废料,可减小弯曲成形时的阻力。将翻边凸模装在凹模板上而其凹模装在导板上,在模具闭合后翻边成形。利用安装的两个浮动弹顶导料销7和各工位的反顶系统,将带料抬离凹模表面1~2mm,保证顺畅送料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。