



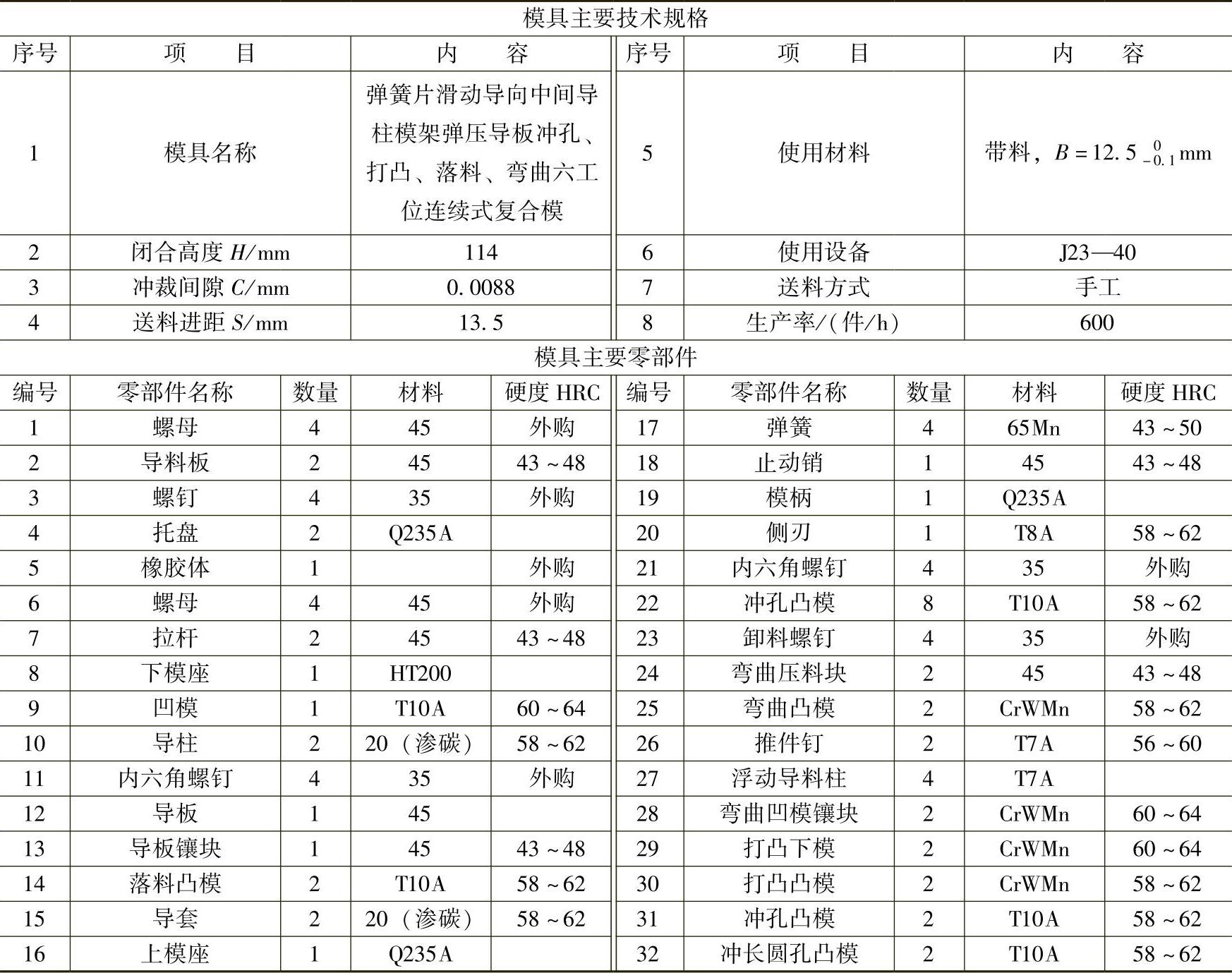
【摘要】:模具图图2-38 弹簧片滑动导向中间导柱模架弹压导板冲孔、打凸、落料、弯曲六工位连续式复合模模具主要技术规格及零部件表2-38 模具主要技术规格及零部件分析说明图2-38所示为弹簧片滑动导向中间导柱模架弹压导板冲孔、打凸、落料、弯曲六工位连续式复合模。该冲模使用带料手工送料,经冲孔、打凸、落料、弯曲然后从模上推件出模。在冲模结构设计上采取如下措施:1)采用Ⅰ级精度滑动导向中间导柱模架弹压导板结构。
(1)模具图(图2-38)
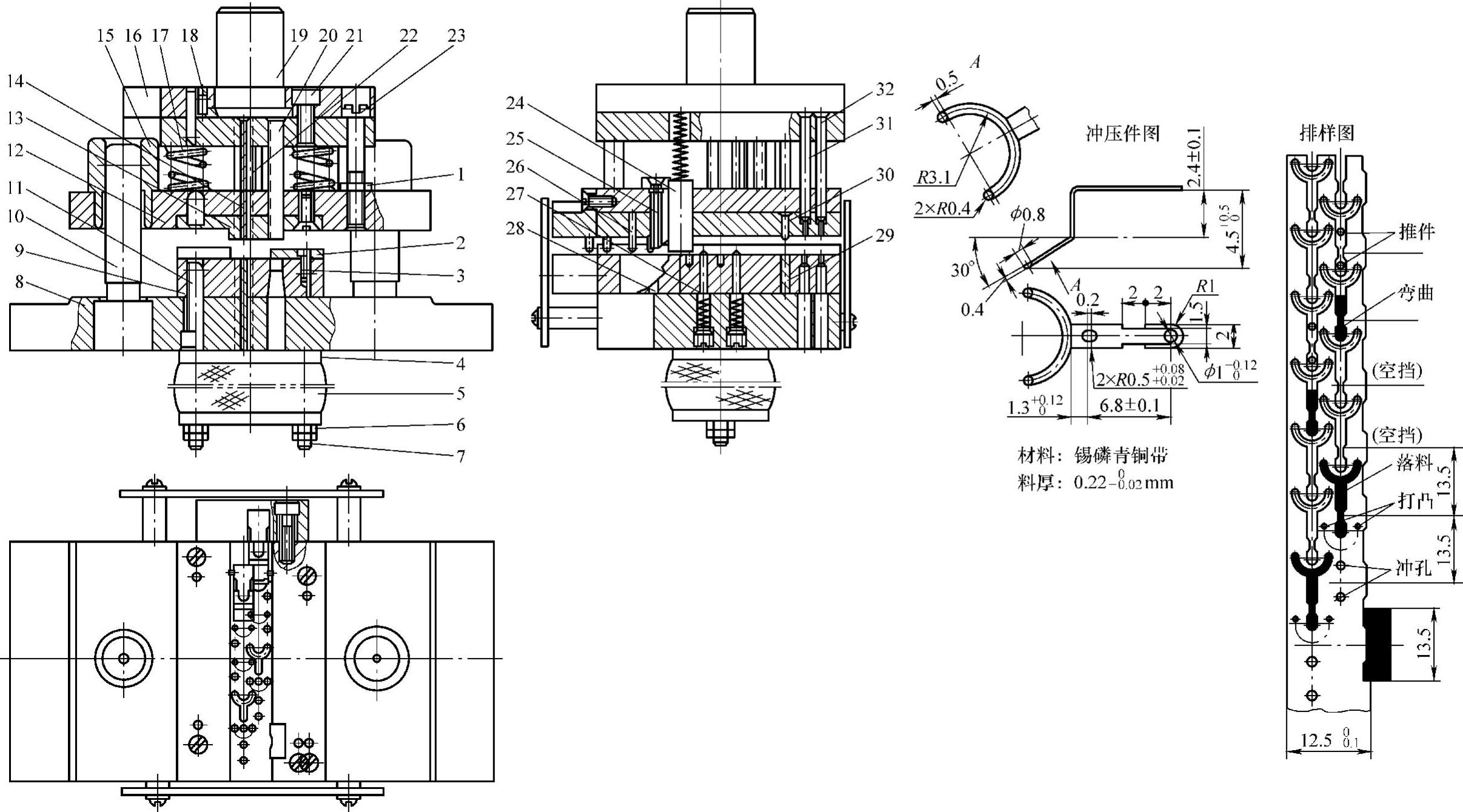
图2-38 弹簧片滑动导向中间导柱模架弹压导板冲孔、打凸、落料、弯曲六工位连续式复合模
(2)模具主要技术规格及零部件(表2-38)
表2-38 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图2-38所示为弹簧片滑动导向中间导柱模架弹压导板冲孔、打凸、落料、弯曲六工位连续式复合模。冲制的弹簧片零件料厚很小(t=0.22mm),展开毛坯是形状较复杂的多弯角并打凸成形的立体形零件,详见冲压件图。
该冲模使用带料手工送料,经冲孔、打凸、落料、弯曲然后从模上推件出模。由于冲压件料薄、尺寸小而形状复杂、尺寸与形位精度要求高,为确保冲压件外形尺寸和孔形与孔距达到冲压件图要求的精度(长圆孔2×R0.5+0.08+0.02mm、圆孔ϕ+0.120mm、孔距6.8±0.1mm以及半圆叉、凹口形状准确,不受弯曲变形的影响),整体落料后将落料平毛坯反顶入原搭边框中,用送进原材料携带至弯曲工位弯曲成形。在冲模结构设计上采取如下措施:
1)采用Ⅰ级精度滑动导向中间导柱模架弹压导板结构。导板模孔与凸模配合采用基轴制h5/H6,满足薄料冲裁小间隙冲裁凸模导向的要求。
2)将所有冲孔、落料及侧刃凸模都装在凸模固定板内,弯曲、打凸的凸模则装在弹压导板上,使弯曲、打凸的凸模不受冲裁凸模进入其凹模深浅的影响,也便于刃磨、修理与调试。
3)弯曲工位装有压料块24,防止压弯时工件位移,确保弯形精准。
4)在打凸工位装浮动导料柱27。打凸后将料抬起1mm左右,以使材料顺畅送进。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。