



【摘要】:冲压件采用单列纵置有搭边、有沿边排样,经冲孔、落料、弯曲三工步连续冲压一模成形。冲模设计采用滑动导向中间导柱模架弹压导板标准典型结构形式。该冲模运作过程为:用带料两边错开布置的侧刃控制送料进距S=8.2mm,经冲2+0.120mm孔、整体落料并由下模中的反顶装置将落料获得的展开平毛坯顶回搭边框中,用送料携带至下一工位弯曲成形,模上出件。
(1)模具图(图2-34)
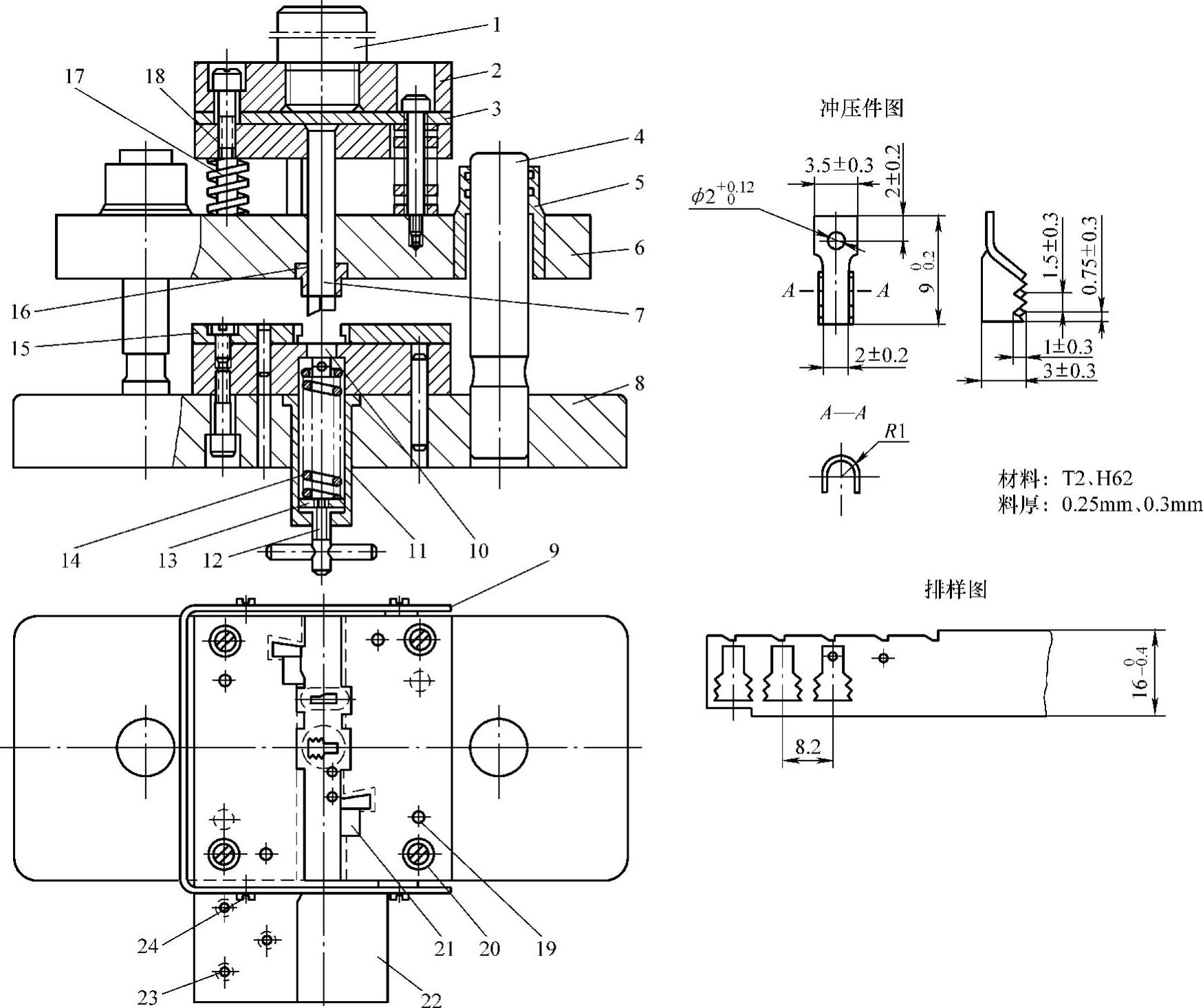
图2-34 接线头滑动导向中间导柱模架弹压导板冲孔、落料、弯曲三工位连续式复合模
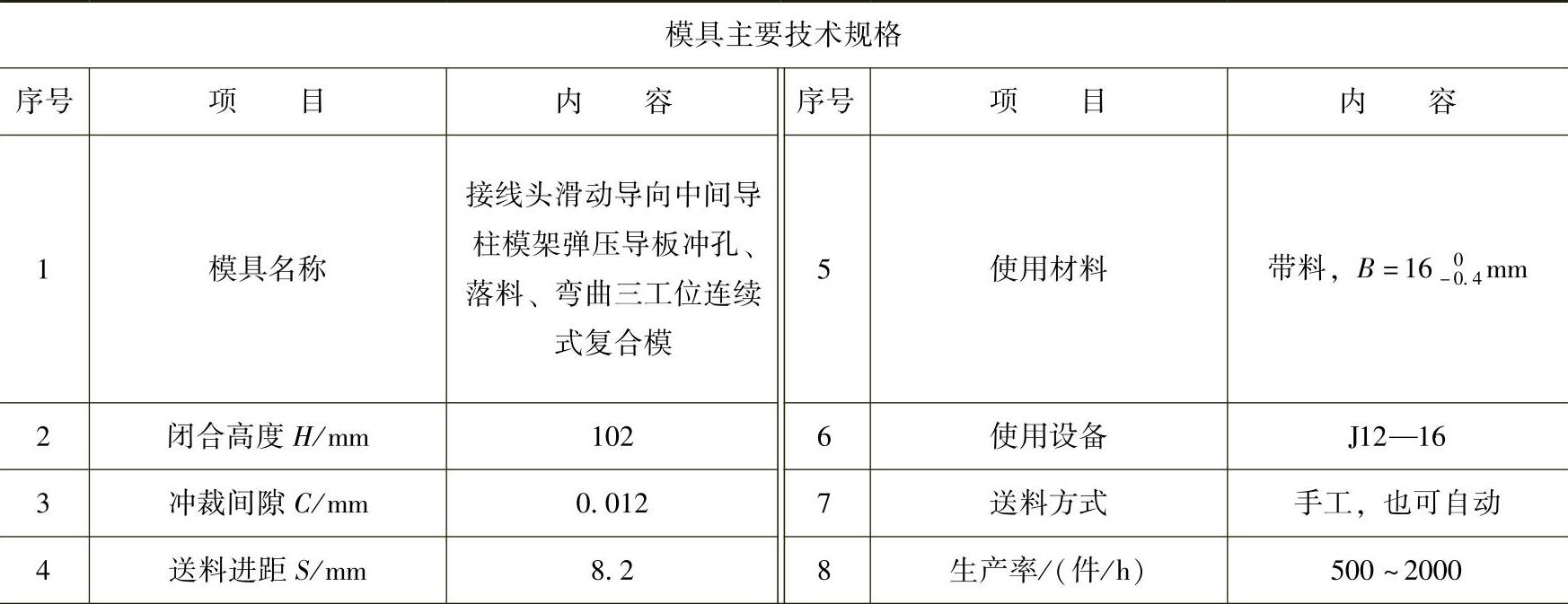
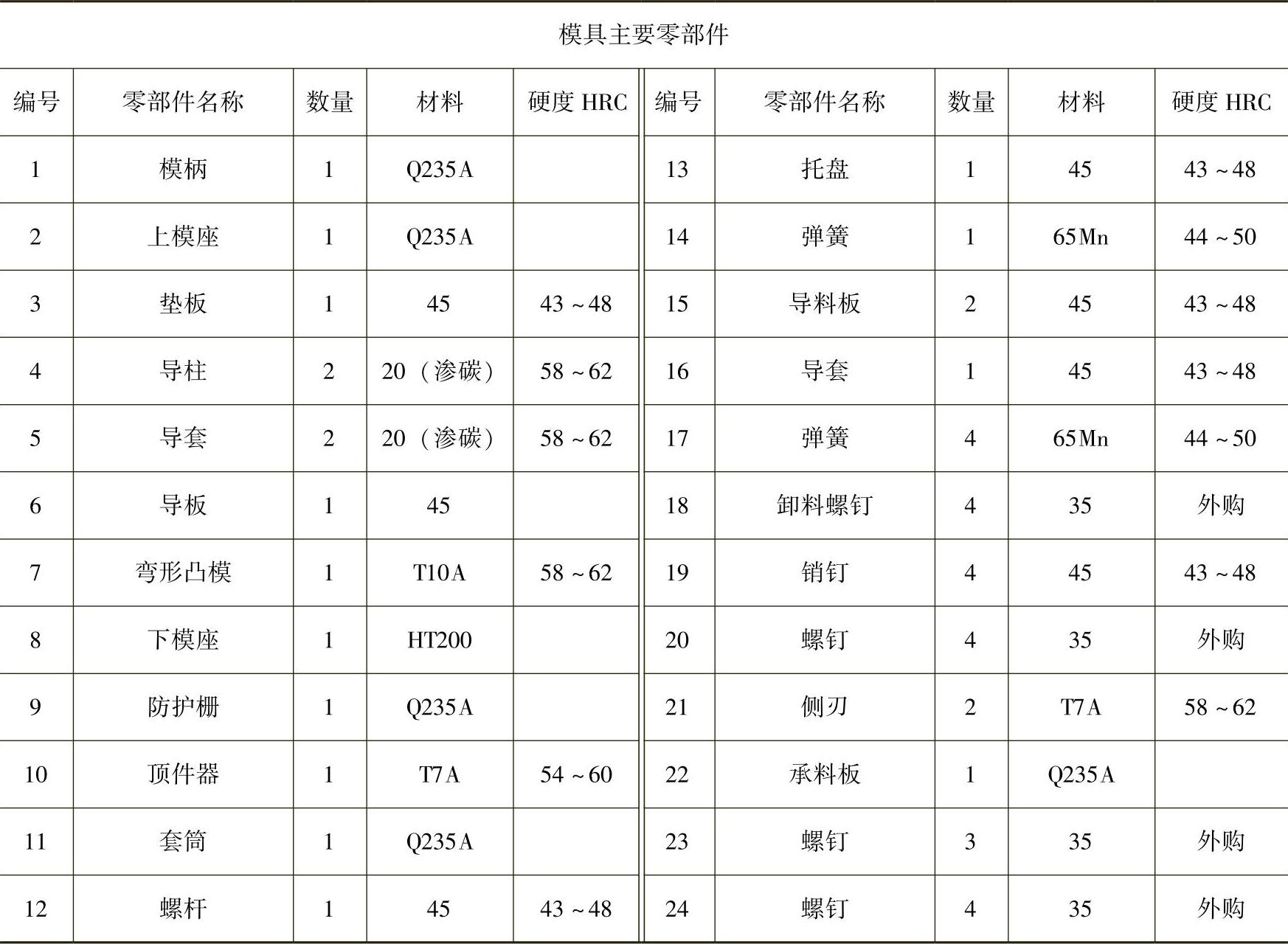
(2)模具主要技术规格及零部件(表2-34)
表2-34 模具主要技术规格及零部件
(续)(https://www.xing528.com)
(3)分析说明
图2-34所示为两种材料、两种料厚的接线头滑动导向中间导柱模架弹压导板冲孔、落料、率曲三工位连续式复合模。其冲制的接线头尺寸小,尺寸精度要求又高,形状虽显复杂,但形位精度没有要求。该冲件料厚t<0.5mm,材料T2、H62塑性好,可一次弯曲成形。冲压件采用单列纵置有搭边、有沿边排样,经冲孔、落料、弯曲三工步连续冲压一模成形。
冲模设计采用滑动导向中间导柱模架弹压导板标准典型结构形式。这种结构最早纳入1984年开始宣贯的国内第一部《冷冲模》标准中,并于1995年调整为机械行业标准JB/T8068—1995《冷冲模导板模典型组合》,已在国内宣贯达20多年,在小型、薄料、高精零件冲压生产中获得广泛应用,而且,在这种结构的基础上又派生出多种弹压导板高精度冲模的结构形式,常用的有卸料板上加装小导柱以提高模芯导向精度弹压导板的结构形式、将导板挂装在导柱上的弹压导板结构形式等。
该冲模运作过程为:用带料两边错开布置的侧刃控制送料进距S=8.2mm,经冲ϕ2+0.120mm孔、整体落料并由下模中的反顶装置将落料获得的展开平毛坯顶回搭边框中,用送料携带至下一工位弯曲成形,模上出件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。