



【摘要】:棘爪与齿条工作图示出的是上模回升时抽芯工作时的状态。上模再下行时,由件35、件29、件36完成卷圆、切断工件。如此循环往复运动,连续工作。图2-31 插孔滑动导向对角导柱模架弹压卸料冲孔、压筋、切断卷圆六工位连续式复合模图2-31 插孔滑动导向对角导柱模架弹压卸料冲孔、压筋、切断卷圆六工位连续式复合模(续)B向视图所示为活动压料机构,以防条料工作时皱起,影响送料定位。
(1)模具图(图2-31)
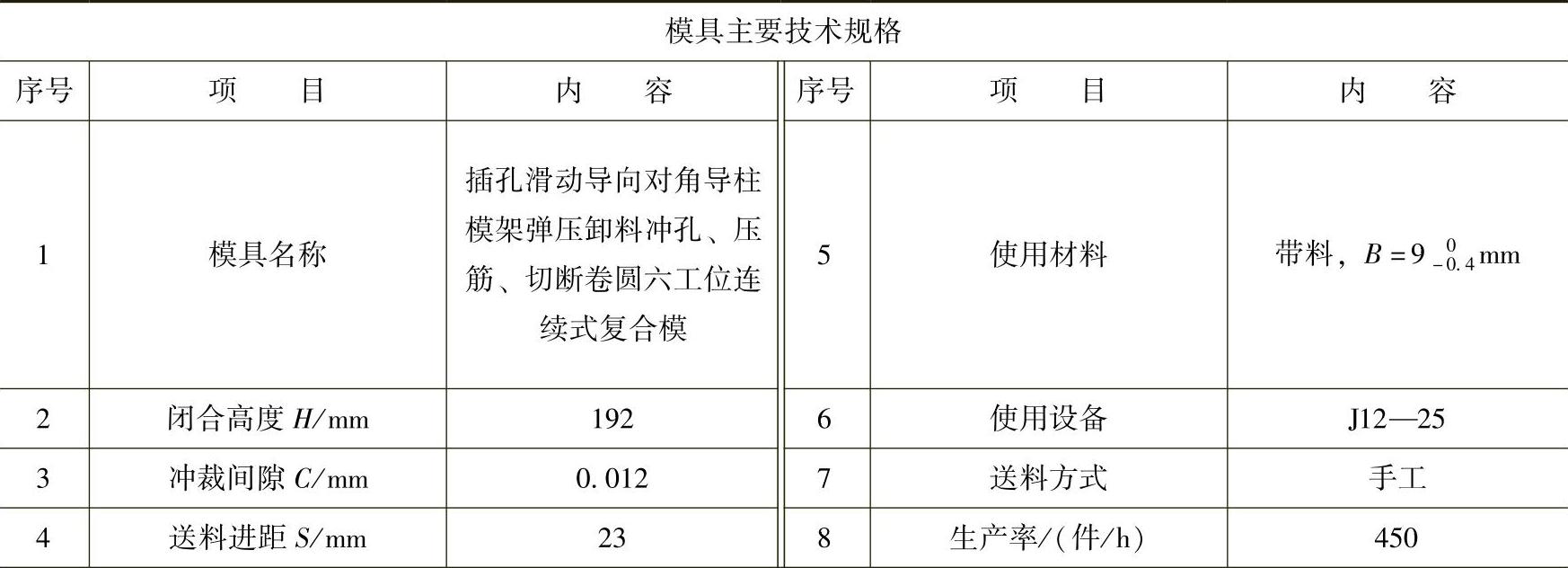
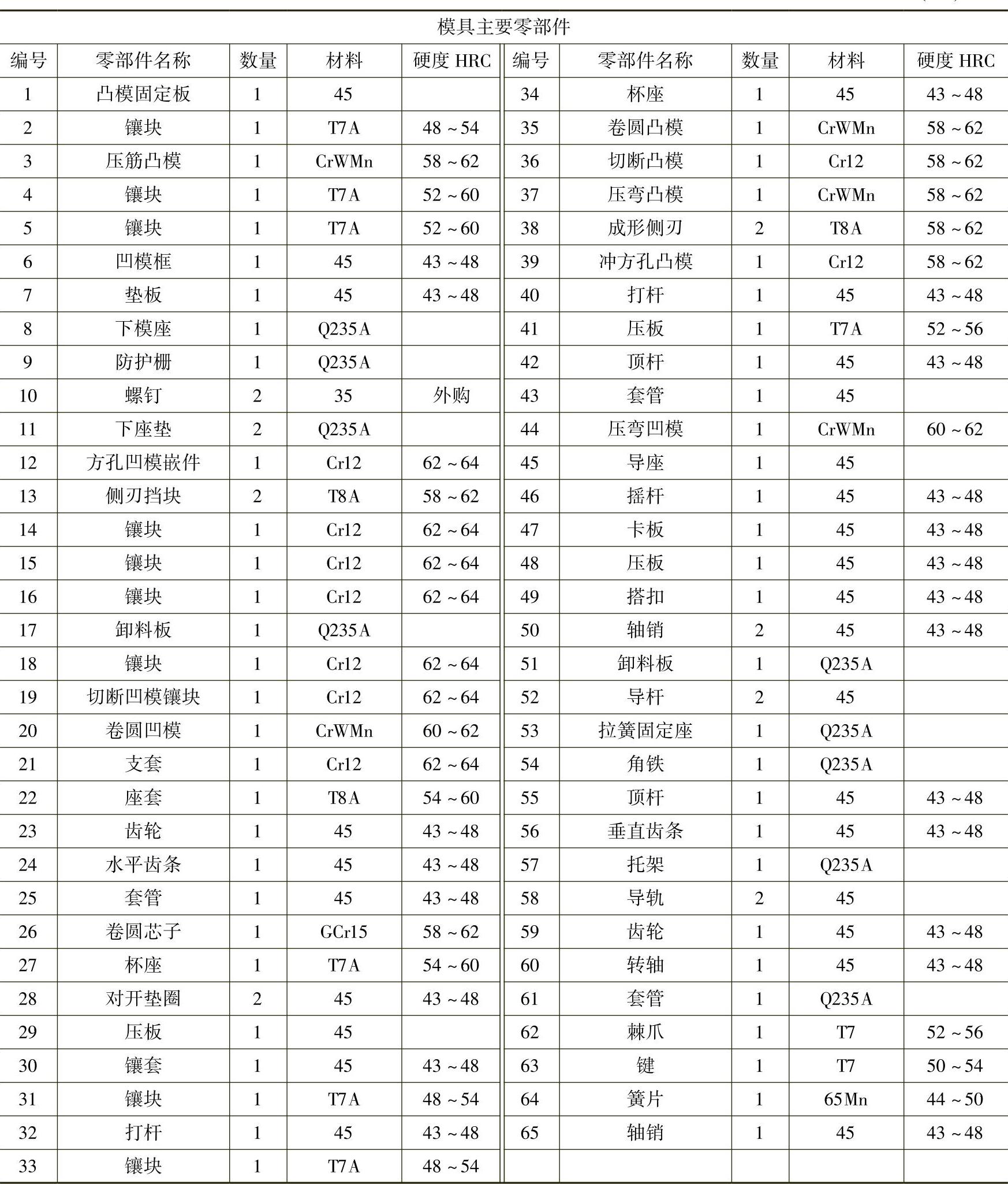
(2)模具主要技术规格及零部件(表2-31)
表2-31 模具主要技术规格及零部件
(续)
(3)分析说明
图2-31所示为插孔滑动导向对角导柱模架弹压卸料切形、压筋、弯曲、卷圆、切断六工位连续式复合模。该冲模采用手工送料,其运作原理及过程如下:(https://www.xing528.com)
工作时,第Ⅰ工位将条料送至件38凹模镶块右边定位,冲出方孔;第Ⅱ工位送料至件13定位,用成形侧刃切外形;第Ⅲ工位压筋;第Ⅳ工位弯U形;第Ⅴ工位空挡;第Ⅵ工位卷圆、切断。
棘爪与齿条工作图示出的是上模回升时抽芯工作时的状态。当上模回升时,件62勾住件56向上运动,带动件59、件60转动,使件57向左移动(从俯视图上看),带动件26从已被卷圆、切下的工件中抽出。工件从件26上脱出后,从下模漏孔卸出模外,同时件32脱离件55向上运动,带动件26也向上运动,为件26进入下一个工件的预弯U形槽内做好准备。当上模再次下行时,由拉簧带动件57、件26向右运动,同时件32压件55向下运动,带动件26也向下运动,使件26压紧U形工件预弯件,进入工位位置。上模再下行时,由件35、件29、件36完成卷圆、切断工件。如此循环往复运动,连续工作。
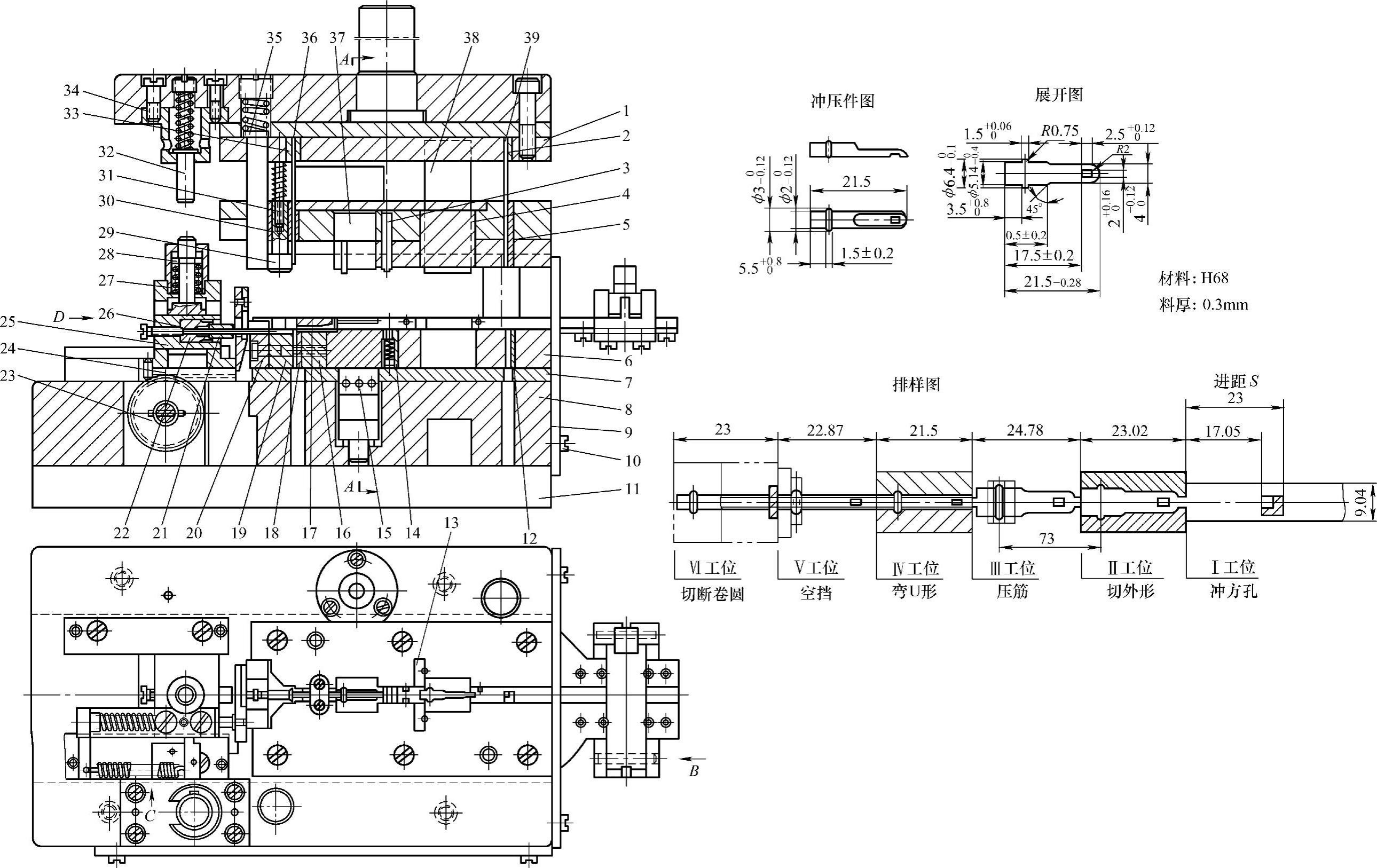
图2-31 插孔滑动导向对角导柱模架弹压卸料冲孔、压筋、切断卷圆六工位连续式复合模
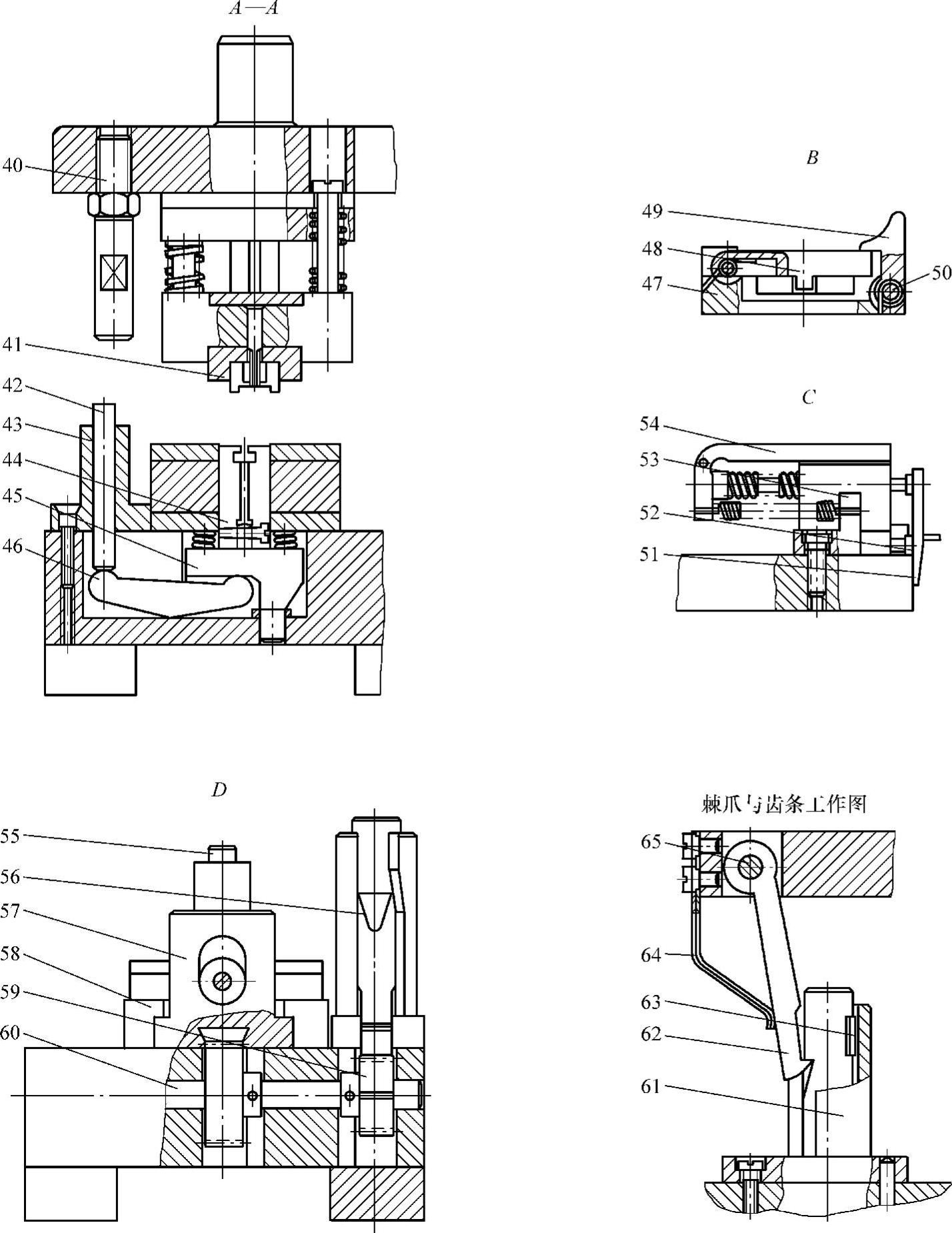
图2-31 插孔滑动导向对角导柱模架弹压卸料冲孔、压筋、切断卷圆六工位连续式复合模(续)
B向视图所示为活动压料机构,以防条料工作时皱起,影响送料定位。件49是搭扣开关,因此条料可以自由取放。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。