



(1)模具图(图2-27)
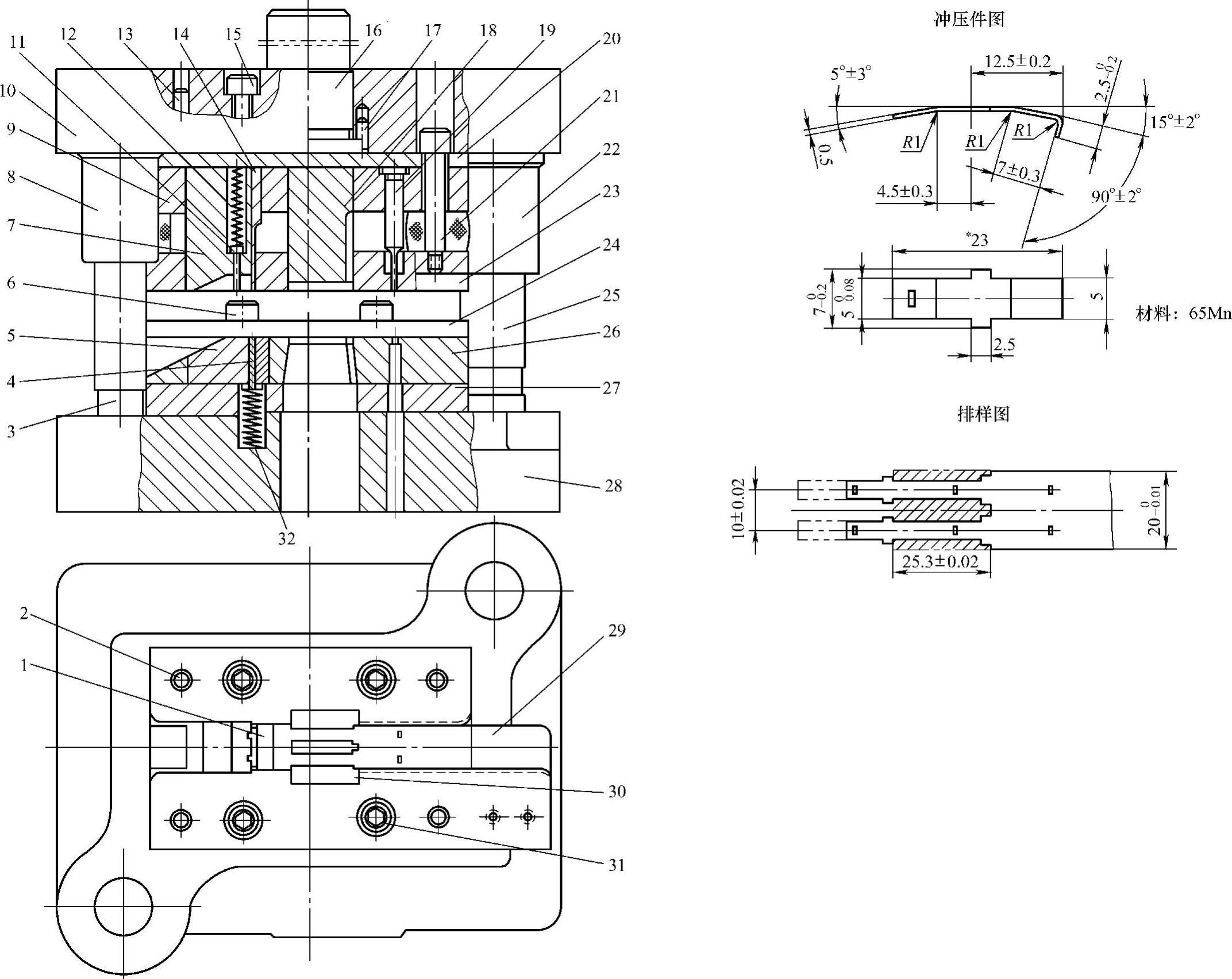
图2-27 簧片滑动导向对角导柱模架弹压卸料冲孔、裁搭边、切断弯曲三工位连续式复合模
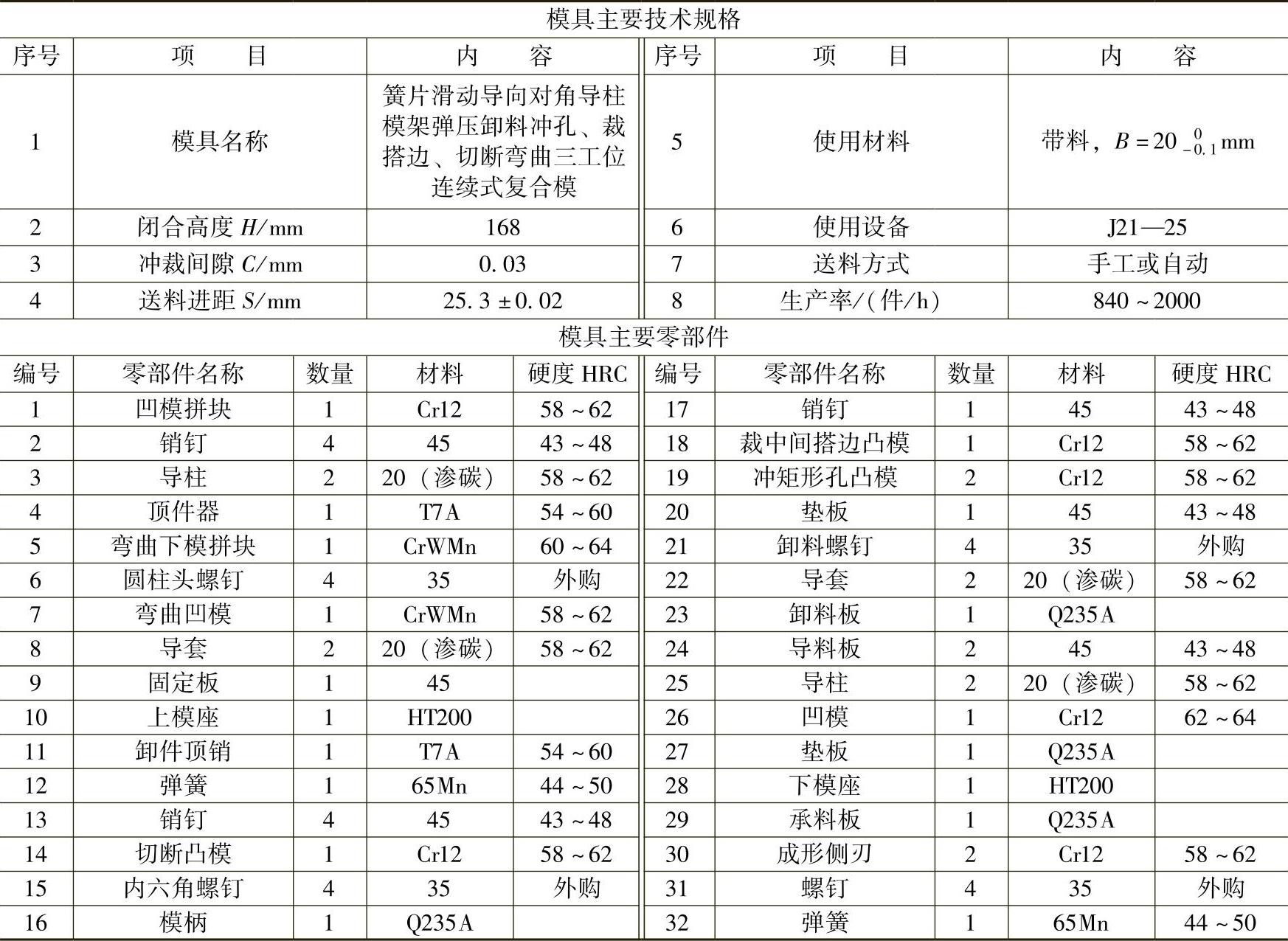
(2)模具主要技术规格及零部件(表2-27)
表2-27 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
图2-27所示为簧片滑动导向对角导柱模架弹压卸料冲孔、裁搭边、切断弯曲三工位连续式复合模。该冲模冲制的簧片材料为弹性大的65Mn弹簧钢带,料厚为0.5mm。簧片形状虽不算复杂,但两个浅折弯和一个90°弯角回弹较大,需要采用刚性接触镦压校正弯曲,以获得更好的形位精度和更小的回弹。
冲压排样采用双列并排有搭边、有沿边排样,进行冲孔、裁搭边切废、切断弯曲三工步连续式复合冲压。其冲模的运作过程及其主要结构特点如下:
将宽度B=200-0.1mm、厚度t=0.5mm的65Mn弹簧钢带料送入模内至裁搭边凹模右边刃口冲出两个矩形小孔;第二次送至成形侧刃挡料边,由成形侧刃在带料两边及中间裁搭边和结构废料,获取展开毛坯外形;第三次送料,进行切断并弯曲成形。
该冲模根据冲压工艺及冲压件展开毛坯形状,用成形侧刃和裁搭边法切除废料,获取展开毛坯并用送料携带法将毛坯送至弯曲工位实施切断后弯曲成形,一模两件。
弯曲工位的上、下模均为刚体,以便实施接触镦压校正弯曲,且弯曲凸模的弯角考虑冲压件弯曲成形后的回弹量,一般取小于要求弯曲角0.5°~1.5°,即实施负弯角弯曲,具体数据要在每批材料性能试模后确定。对于弹簧钢,这个负弯角会稍大一些。为实施接触镦压弯曲,要从严控制上模冲压下行位置,露在导料板表面的螺钉头圆柱头螺钉6可以承担这项任务。在模具调校时,要特别注意,并进行适当检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。