



(1)模具图(图2-15)
(2)模具主要技术规格及零部件(表2-15)
表2-15 模具主要技术规格及零部件
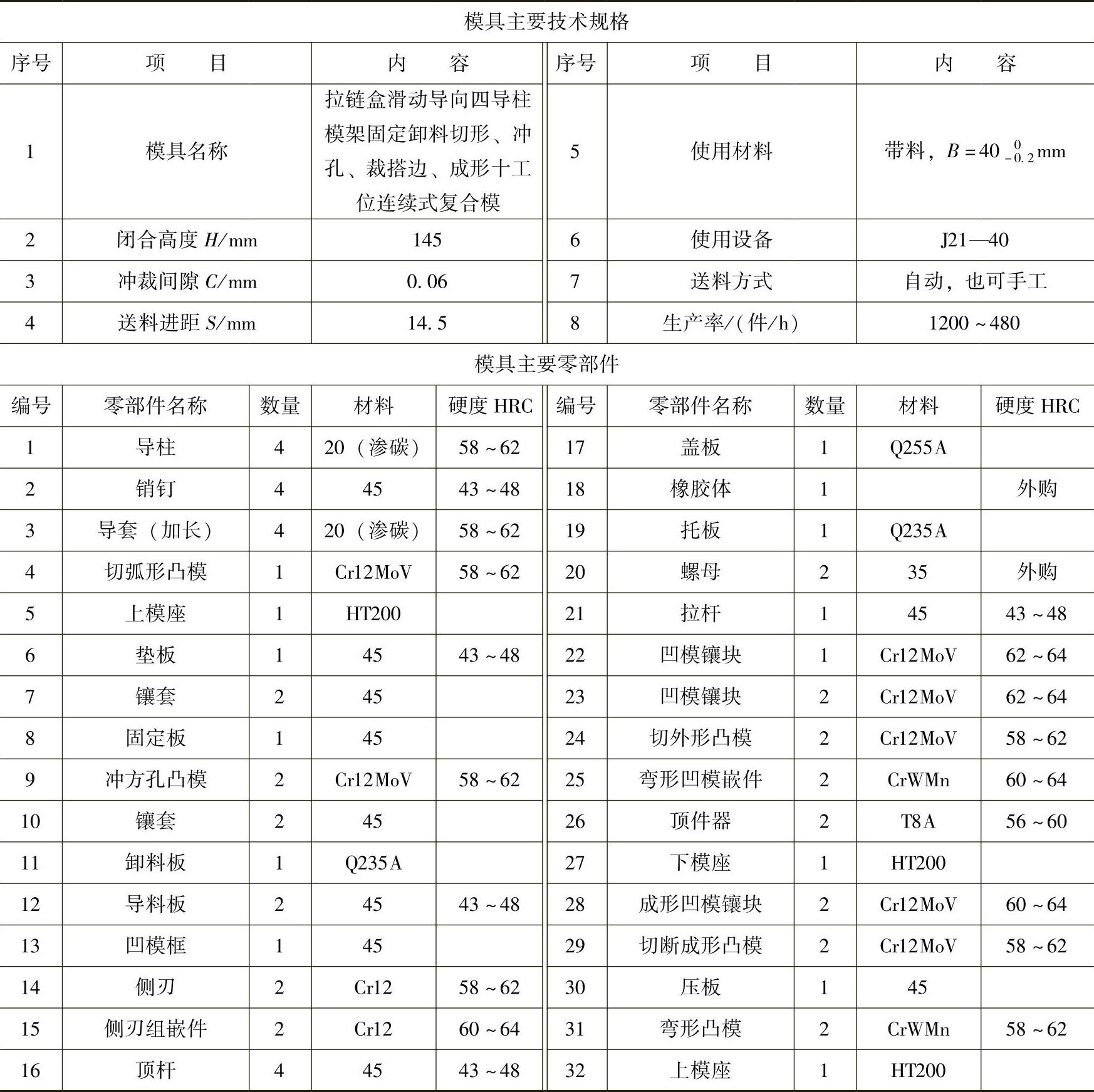
(3)分析说明
图2-15所示为拉链盒滑动导向四导柱模架固定卸料切形、冲孔、裁搭边、弯曲、成形十工位连续式复合模,是在专用自动压力机或配合送料装置在普通压力机上常年大量生产的高效率、高寿命冲模。该冲模总计10个工位,采用单列横置直排,有沿边、有搭边组合冲切成形,工位间送进由搭边携带实施。
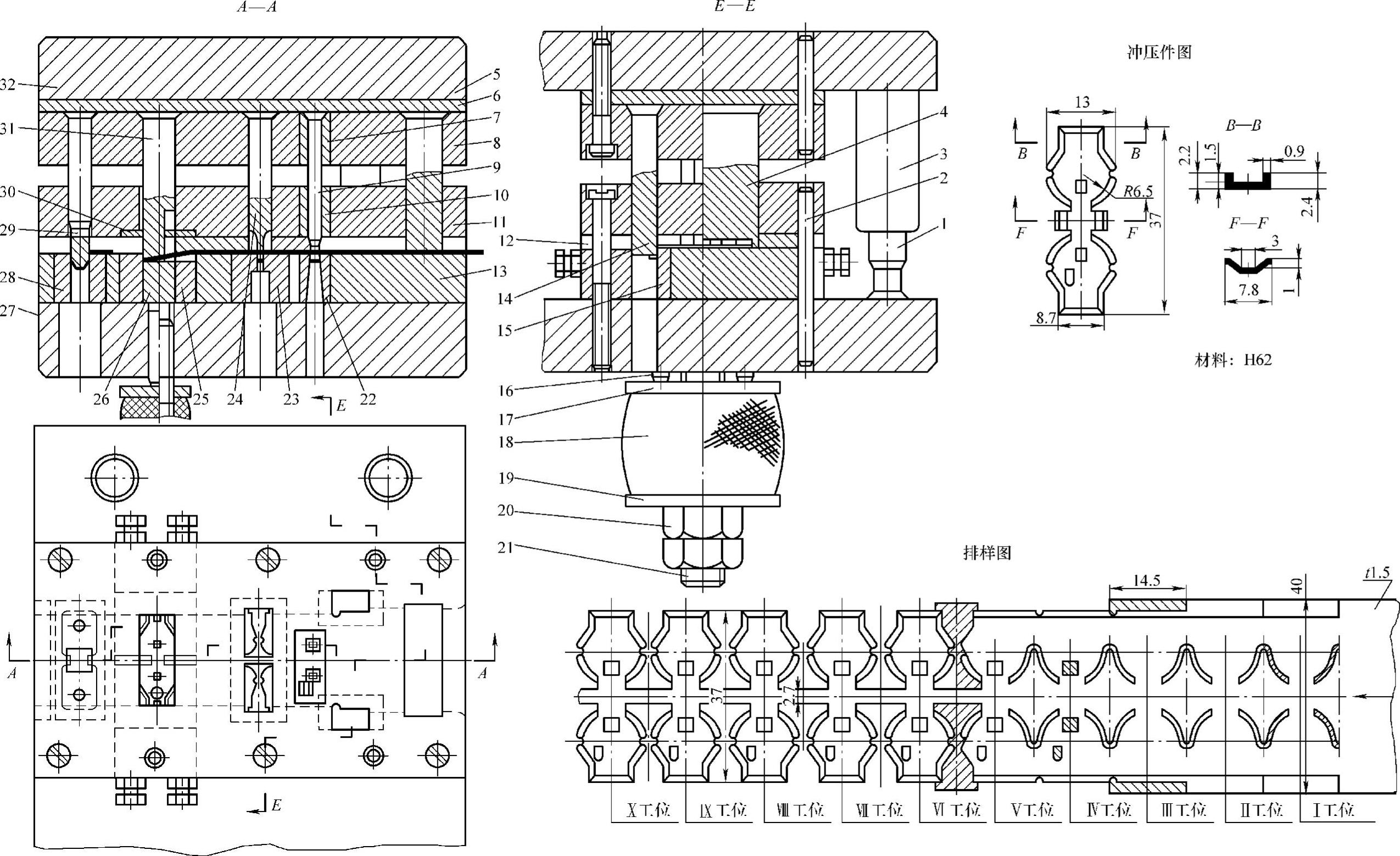
图2-15 拉链盒滑动导向四导柱模架固定卸料切形、冲孔、裁搭边、成形十工位连续式复合模(https://www.xing528.com)
冲压工艺采用分工步冲切外形,分多次多工位弯曲成形,最后切断分离并弯出拉链盒左半边。具体的10个工位的冲压工步为:Ⅰ工位切开外廓4段圆弧;Ⅱ工位空挡;Ⅲ工位冲切两边外廓底边;Ⅳ工位冲中间两方孔和一个矩形孔;Ⅴ工位空挡;Ⅵ工位冲切右边外形;Ⅶ工位空挡;Ⅷ工位弯矩形外边底呈 形;Ⅸ工位切断左半部并弯曲;Ⅹ工位切断右半部,与原材料分离并弯形。
形;Ⅸ工位切断左半部并弯曲;Ⅹ工位切断右半部,与原材料分离并弯形。
该冲压件虽较复杂,但经合理分解与有序排样,按连续冲压工艺顺序的原则,排出冲压工步,再考虑冲模结构设计需要和冲压工艺合理性制约,增加3个空挡工位,实际冲压工步为7个。
该冲模适应冲压零件精度不高的情况,但考虑到连续常年大量生产,故采用动态稳定性好、抗交变载荷与抗疲劳能力强的滑动导向四角导柱加强型模架。Ⅰ工位冲出圆弧的薄凸模,都加固其杆部为整体矩形。冲小方孔与矩形孔的凸模,也都将杆部加粗,用加厚的固定卸料板与凸模匹配的模孔。一律采用基轴制,按h6/H7配合加工,使其对凸模杆部实施良好导向,凸模工作的刃口段长度按(5~6)t制取。
为确保冲模的良好导向不被损坏,可将模架导套按实际需要加长,保证冲模开启时上下模不脱开,凸模仍滞留在卸料板模孔中。为了做到这一点,可选用行程可调压力机冲压,或者加厚卸料板,使冲模闭合后,凸模外露长度不足其总长度的20%。
凹模采用分工步的嵌装整体镶块结构,便于制造、维修、调节、更换。
采用角型侧刃,两边两组从严控制送料进距。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。