



【摘要】:模具图模具主要技术规格及零部件表2-13 模具主要技术规格及零部件图2-13 壳底滑动导向对角导柱模架固定卸料切形冲孔、弯曲、切断三工位连续式复合模分析说明图2-13所示为壳底滑动导向对角导柱模架固定卸料切形冲孔、弯曲、切断三工位连续式复合模。该冲模可用板裁条料一模成形冲制出底部压筋并有方口扳边的开关外壳底座,详见冲压件图。该冲模在连续冲压工步及整体结构设计上有如下一些特点。
(1)模具图(图2-13)
(2)模具主要技术规格及零部件(表2-13)
表2-13 模具主要技术规格及零部件
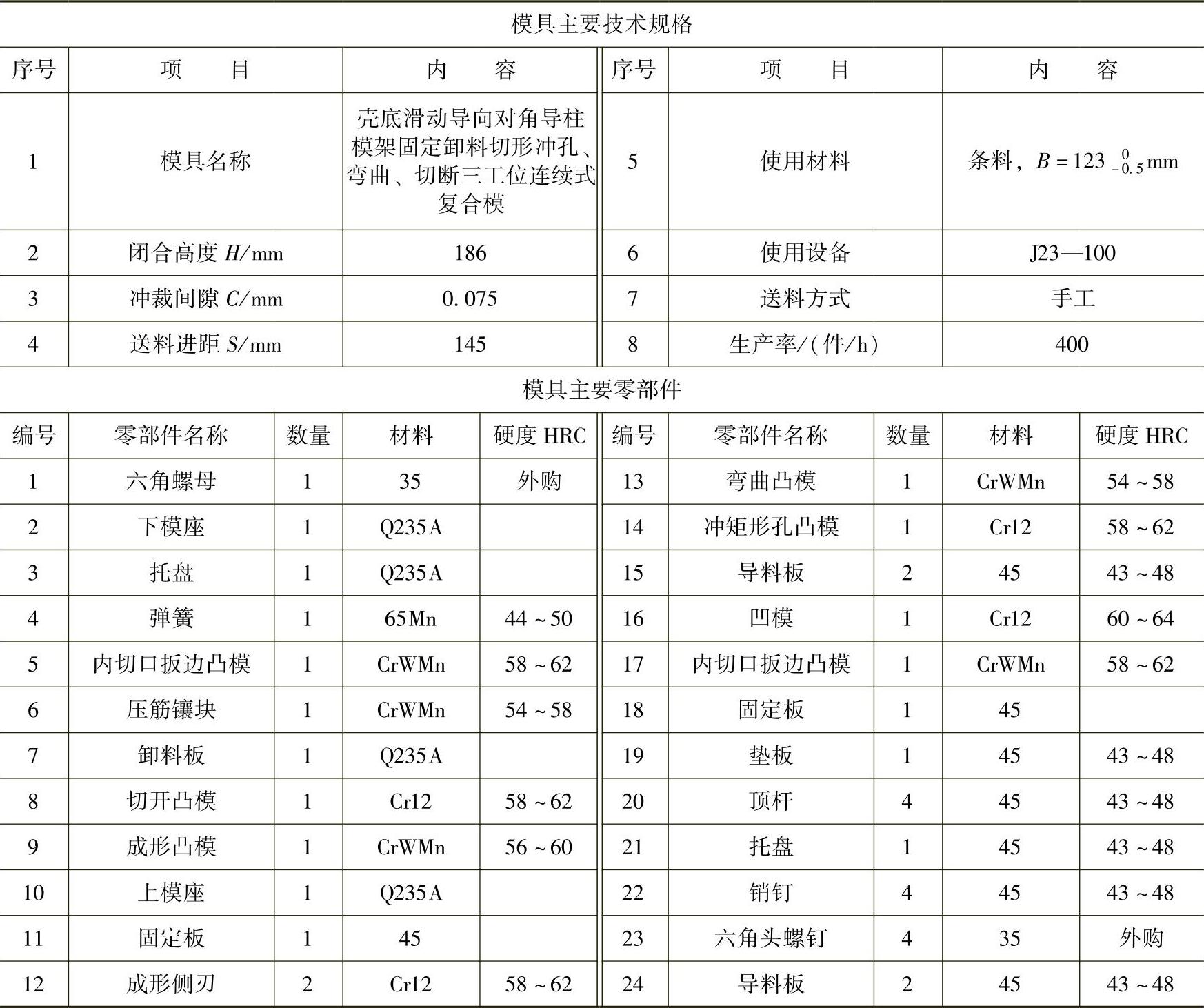
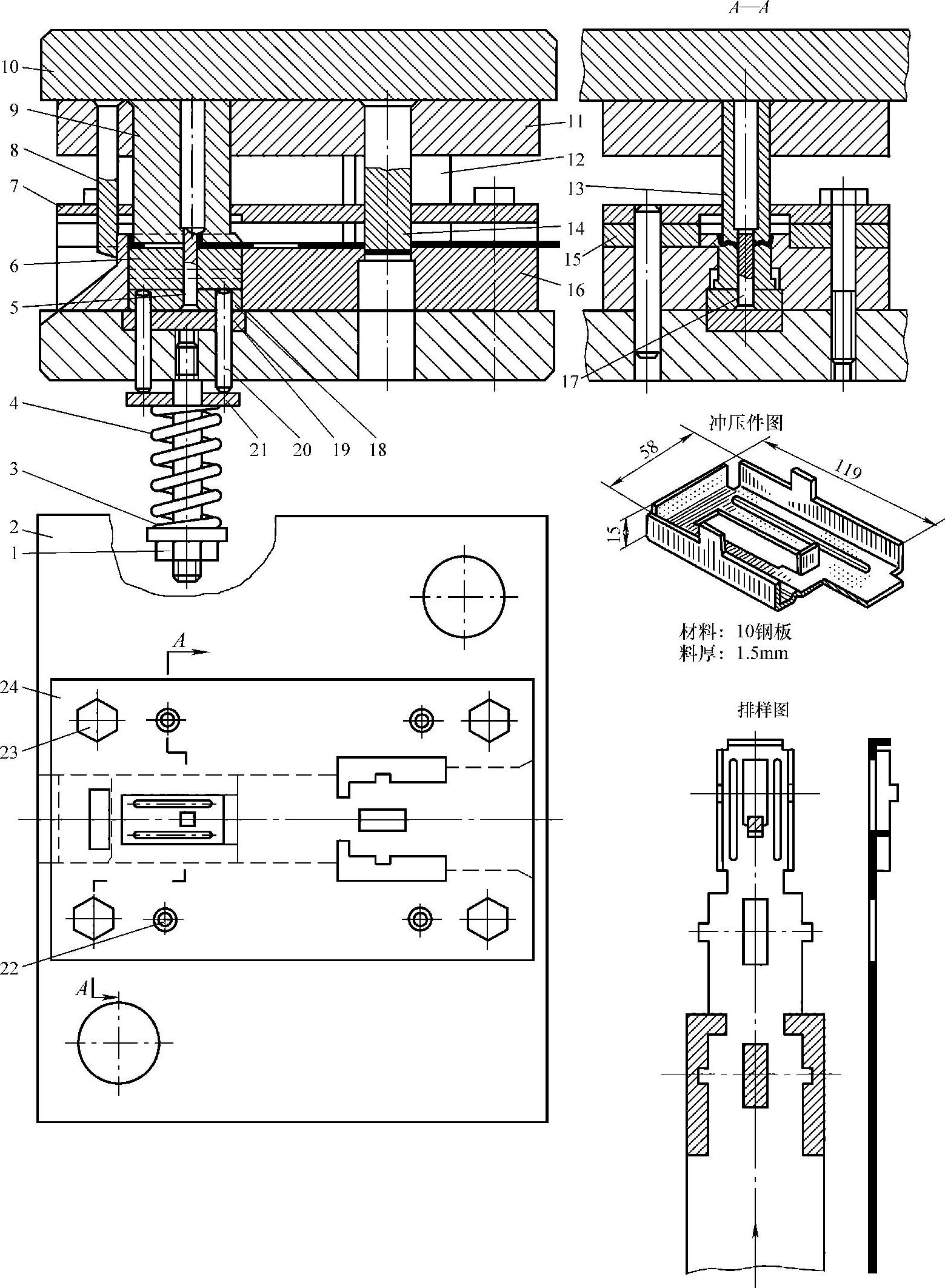
图2-13 壳底滑动导向对角导柱模架固定卸料切形冲孔、弯曲、切断三工位连续式复合模
(3)分析说明(https://www.xing528.com)
图2-13所示为壳底滑动导向对角导柱模架固定卸料切形冲孔、弯曲、切断三工位连续式复合模。该冲模可用板裁条料一模成形冲制出底部压筋并有方口扳边的开关外壳底座,详见冲压件图。该冲模在连续冲压工步及整体结构设计上有如下一些特点。
1)该冲压件料厚稍大,连续多工位一模成形,模架及模具工作零件承载大。为保证模架刚度,使之在连续高压冲击载荷下不变形,采用加厚钢板模座、加粗导柱,同时,模具工作零件采用优质合金工具钢Cr12。
2)采用了非标准的侧刃成形。该侧刃切除条料的长度L等于送料进距S,而侧刃内侧冲裁出冲压零件展开毛坯的外部轮廓。这种侧刃除具有常规侧刃节制送料、控制进距的作用外,还具有切除沿边与结构废料的冲裁凸模的作用,是一模成形多工位连续模经常采用的一种非标准、双重作用的侧边凸模。其设计方法与单边剪切的冲裁凸模相同,但仍需保证与匹配凹模在冲裁刃口具有合理间隙。
3)最后工位配备切断刀,将从条料经冲孔、空挡工位、压筋并弯曲成形复合冲压的工件从条料上切断分离开。成形工件顺切断凹模旁的落件坡滑落入零件箱。
4)卸料板的结构形式考虑卸料力稍大,给予加厚,并用外露六角头螺钉紧固。
5)导料板按冲压件弯边高度适当加厚并对弯曲工位卸料板相应位置下部挖空3~5mm,增大弯曲成形空间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。