



【摘要】:该冲模的凹模采用冲裁与成形分割拼合的结构形式。这类固定卸料导板式冲模要求凸模在任何情况下都脱开导板,防止导板上模孔的导向面被损坏,所以,在要滑块行程可调的偏心压力机使用这类冲模冲压。
(1)模具图(图2-6)
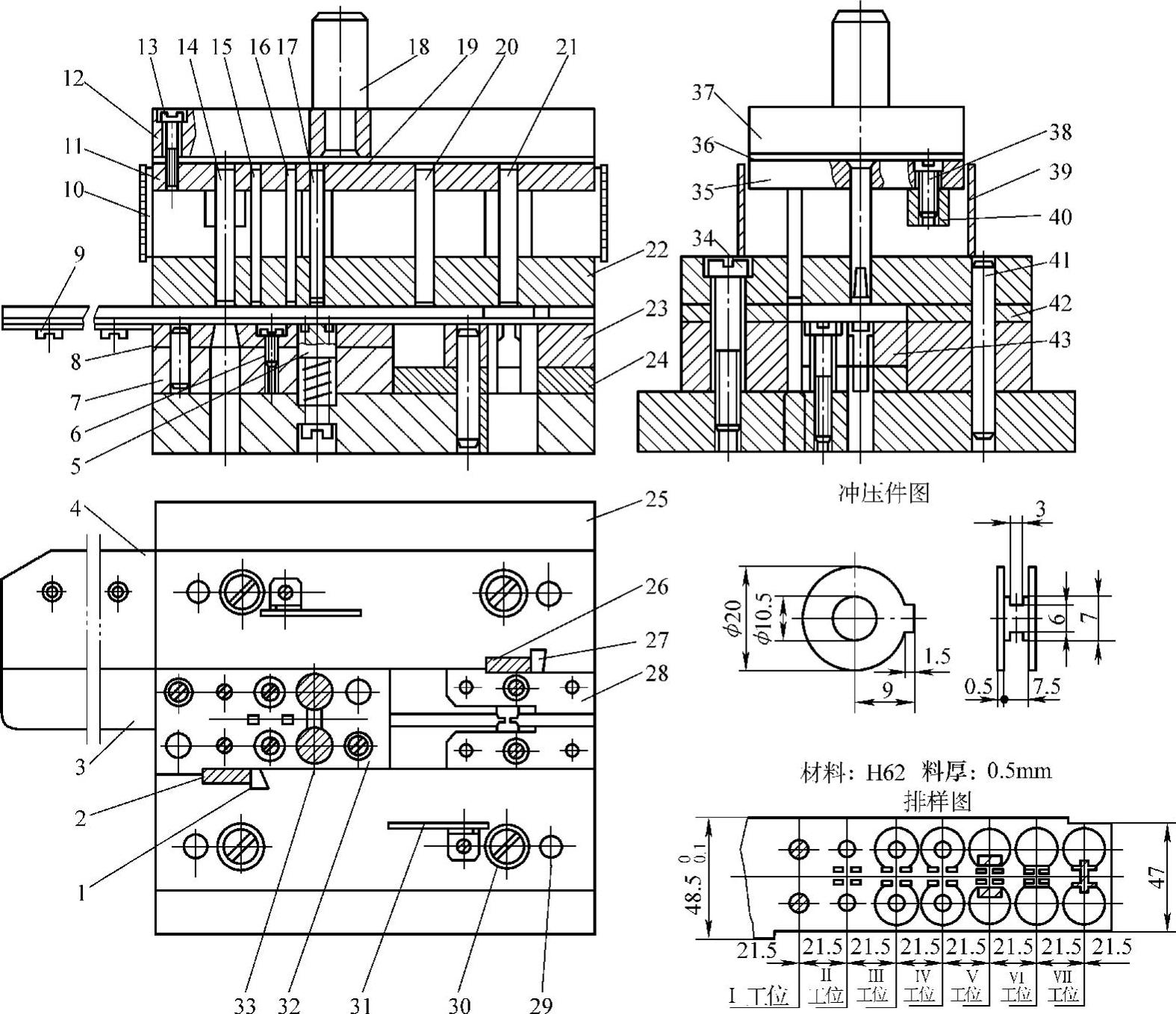
图2-6 环夹固定卸料导板式冲孔、切口、弯形、切断七工位连续式复合模
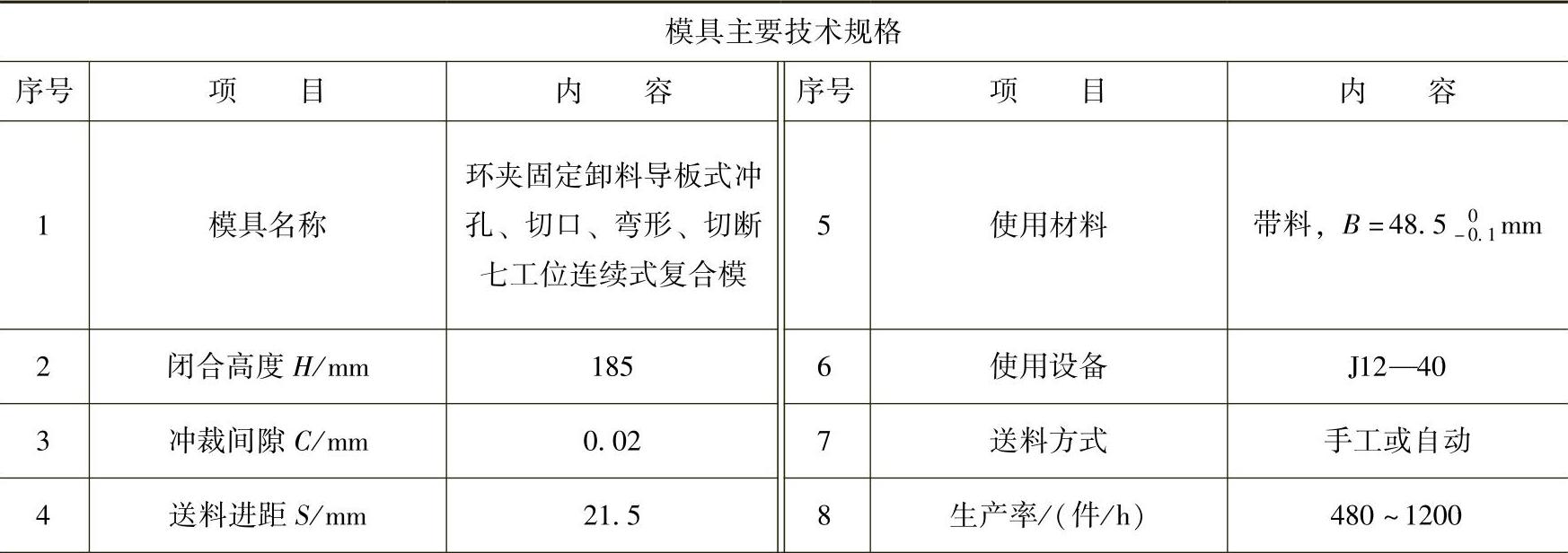
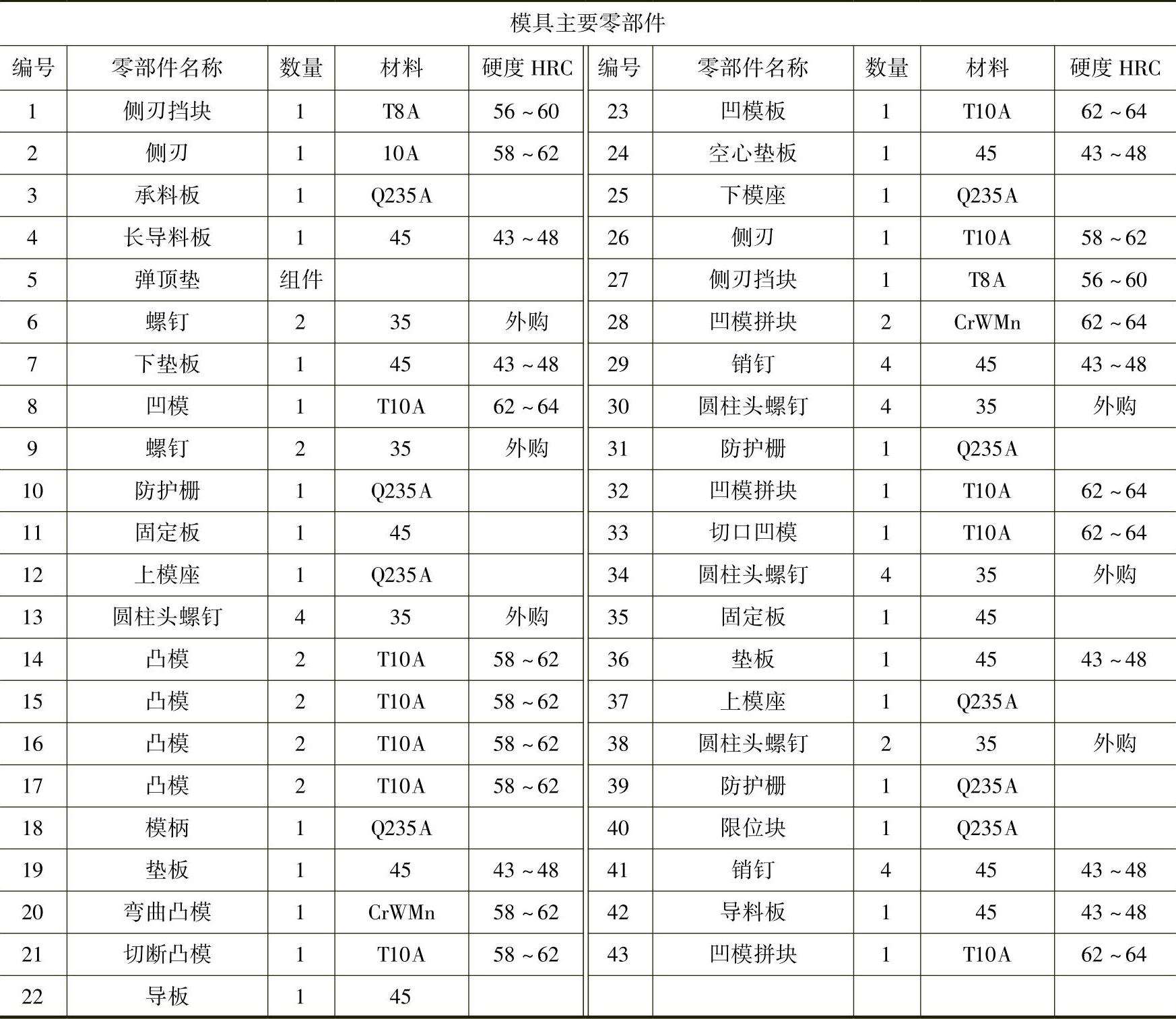
(2)模具主要技术规格及零部件(表2-6)
表2-6 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图2-6所示环夹固定卸料导板式七工位连续复合模是一套结构较复杂的小型立体成形件连续冲压一模成形的多工位连续模实用典型结构形式。其主要工艺数据及工位安排如下:
该冲压件使用原材料宽度为48.5mm,送料进距S=21.5mm,总计工位为7个,而冲压工步数为5个,有两个空挡工位。冲压工步及其排列为:第Ⅰ工位冲两个ϕ10.5mm的圆孔,为第一冲压工步;第Ⅱ工位冲去夹环中间7×5mm连接带四周废料,为第二工步;第Ⅲ工位切开夹环两个ϕ20mm外圆,留着中间7×5mm连接带,以便用送进原材料携带工件到以下各工位冲压,为第三工步;第Ⅳ工位为空挡;第Ⅴ工位弯形,为第四工步;第Ⅵ工位为空挡;第Ⅶ工位切断分离并将其推卸出模,为第五工步。
该冲模送料定位系统由双边错开布置的两组矩形侧刃组构成。侧刃切除原材料料边宽度为(48.5-47)mm/2=0.75mm。
该冲模的凹模采用冲裁与成形分割拼合的结构形式。第Ⅳ工位以前采用整体拼合,第Ⅴ~Ⅶ工位采用按工位镶拼组合。前者考虑第Ⅲ工位切开部位要用下部弹顶垫将切开工件反向顶回原搭边框中,以便送料携带;后者则考虑弯曲及推卸成品工件需要较大空间。
这类固定卸料导板式冲模要求凸模在任何情况下都脱开导板,防止导板上模孔的导向面被损坏,所以,在要滑块行程可调的偏心压力机使用这类冲模冲压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。