



【摘要】:图1-78所示铝衬片滑动导向对角导柱模架弹压卸料冲孔、内外形复合冲裁二工位连续式复合冲裁模就是一个典型实例。2)使用带料或板裁条料,手工送料冲压。第Ⅱ工位采用下弹顶模上出件,冲内形废料及工件均在模上出模。5)运作过程是,送入料头首件用手推出始用挡料装置36挡料定位,第Ⅱ工位由固定挡料销5挡件定位落实。导正销11在落料冲裁前先插入在Ⅰ工位冲出孔中校准送料进距,确保内外形冲裁后的同轴度。
(1)模具图(图1-78)
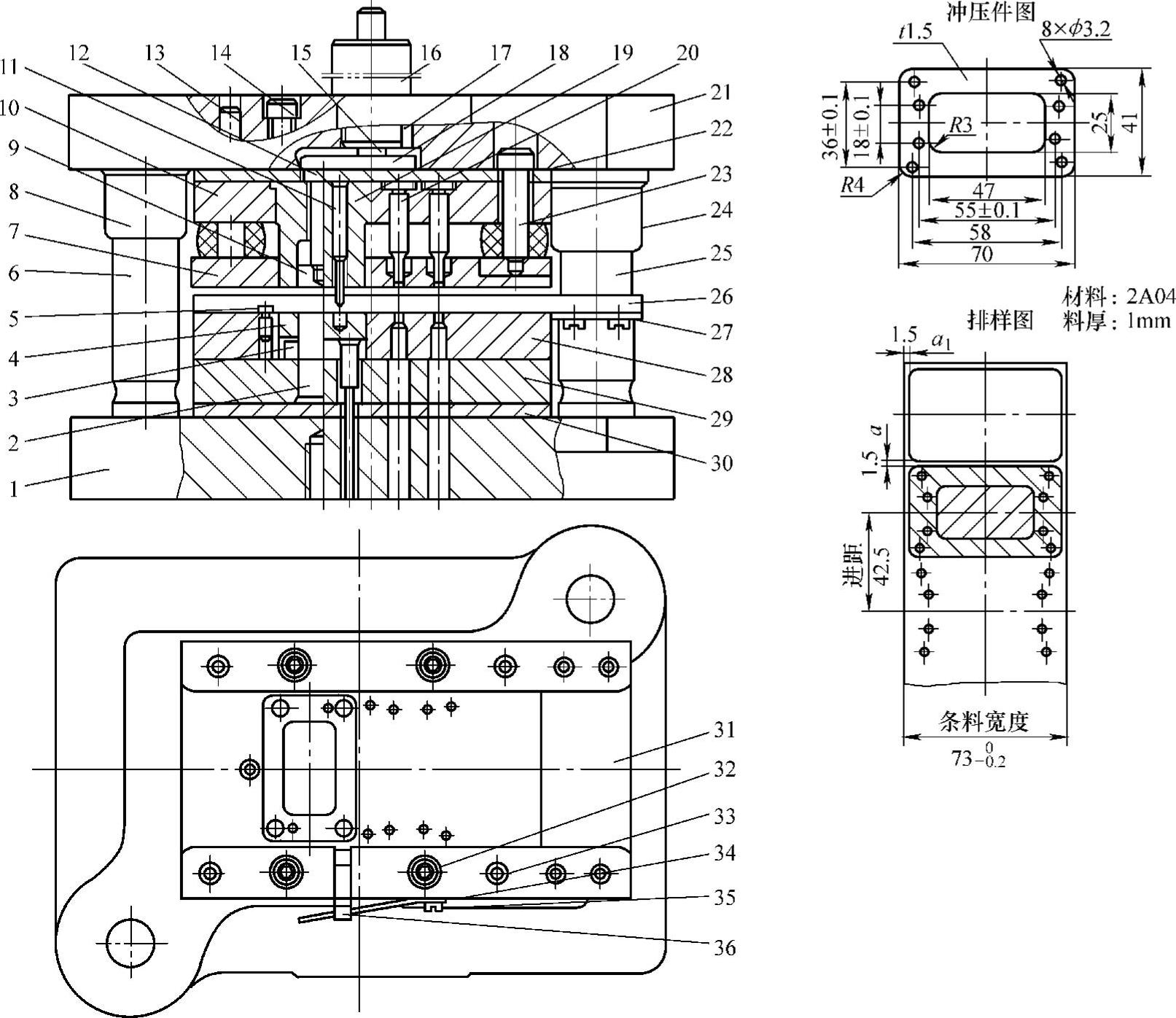
图1-78 铝衬片滑动导向对角导柱模架弹压卸料冲孔、内外形复合冲裁二工位连续式复合冲裁模
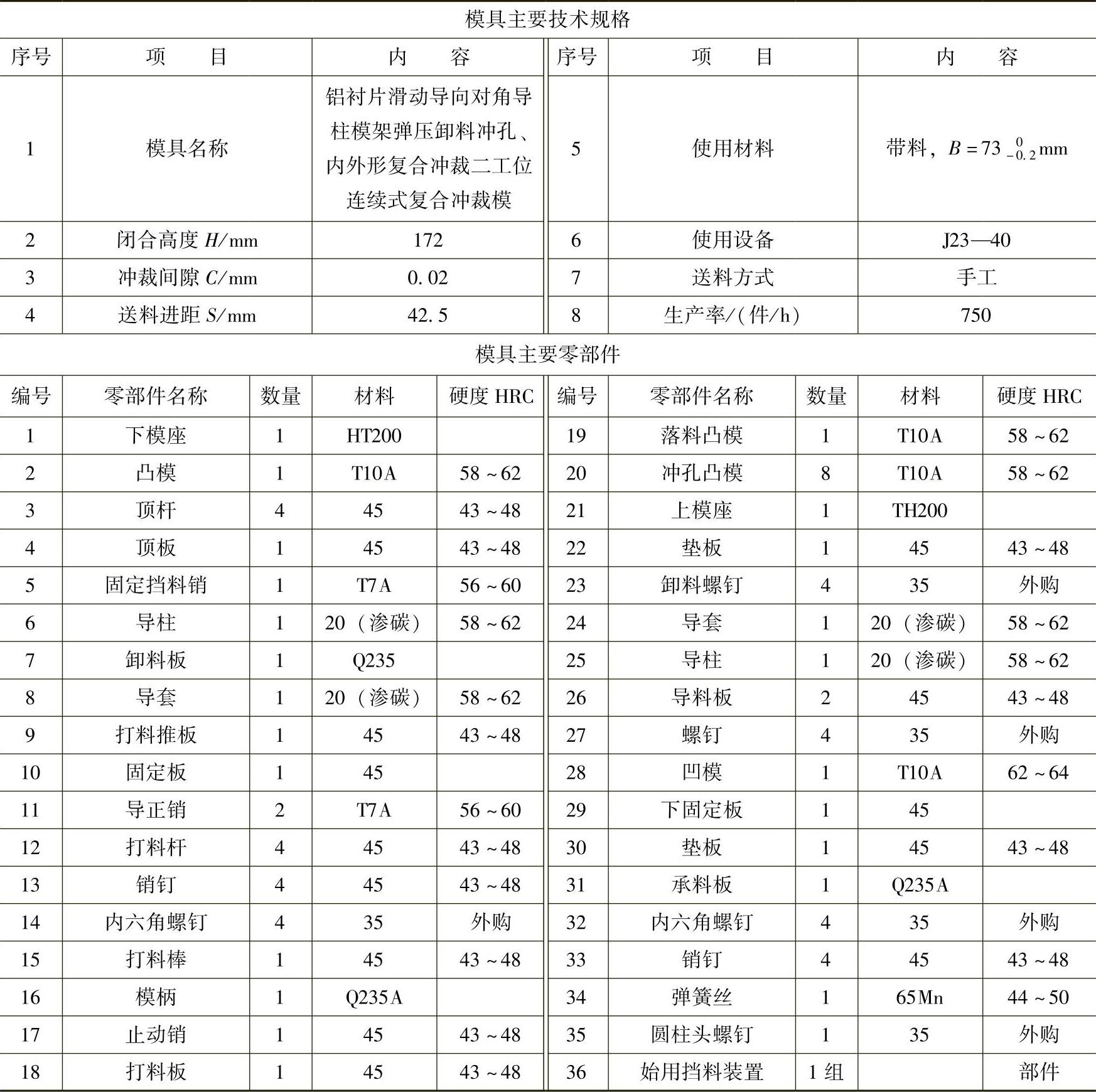
(2)模具主要技术规格及零部件(表1-78)
表1-78 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
连续式复合冲裁模是一种具有多工位连续冲裁功能,同时具有复合冲压特点的多工位连续冲裁模。其主要特点和与普通多工位连续冲裁模的区别在于:一般多工位连续冲裁模,无论工位多少,也不论冲裁作业的性质与复杂程度,各工位无一例外都是单工步冲裁,每个有作业工步的工位,都相当于一套单工序冲裁模;而多工位连续式复合冲裁模,虽然诸工位都进行冲裁作业,但其中至少有一个作业工位是复合冲裁工位,完成两个或两个以上冲裁工步。图1-78所示铝衬片滑动导向对角导柱模架弹压卸料冲孔、内外形复合冲裁二工位连续式复合冲裁模就是一个典型实例。该冲模的结构特点及运作过程如下:
1)采用滑动导向对角导柱模架弹压卸料板结构。
2)使用带料或板裁条料,手工送料冲压。
3)采用始用挡料装置、固定挡料销并在落料凸模上装导正销构成的送料定位系统,经济,可靠,但效率不高。
4)第Ⅰ工位冲孔,第Ⅱ工位内、外形复合冲裁落料。第Ⅱ工位采用下弹顶模上出件,冲内形废料及工件均在模上出模。如用压缩空气吹卸或用拨件器出件,可提高效率。
5)运作过程是,送入料头首件用手推出始用挡料装置36挡料定位,第Ⅱ工位由固定挡料销5挡件定位落实。导正销11在落料冲裁前先插入在Ⅰ工位冲出孔中校准送料进距,确保内外形冲裁后的同轴度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。