



(1)模具图(图1-77)
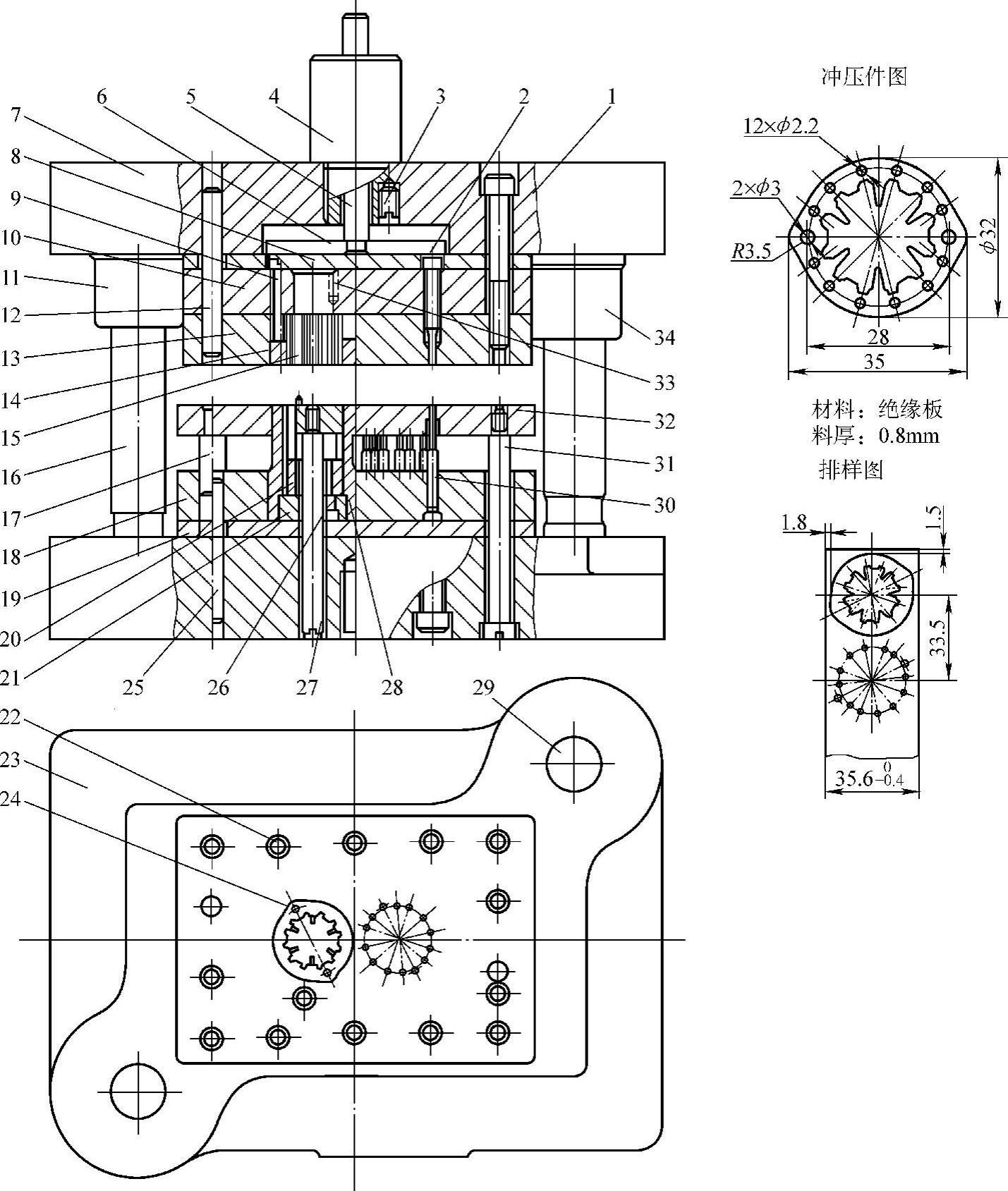
图1-77 绝缘垫滑动导向对角导柱模架弹压卸料冲孔、内外形复合冲裁二工位连续式复合冲裁模
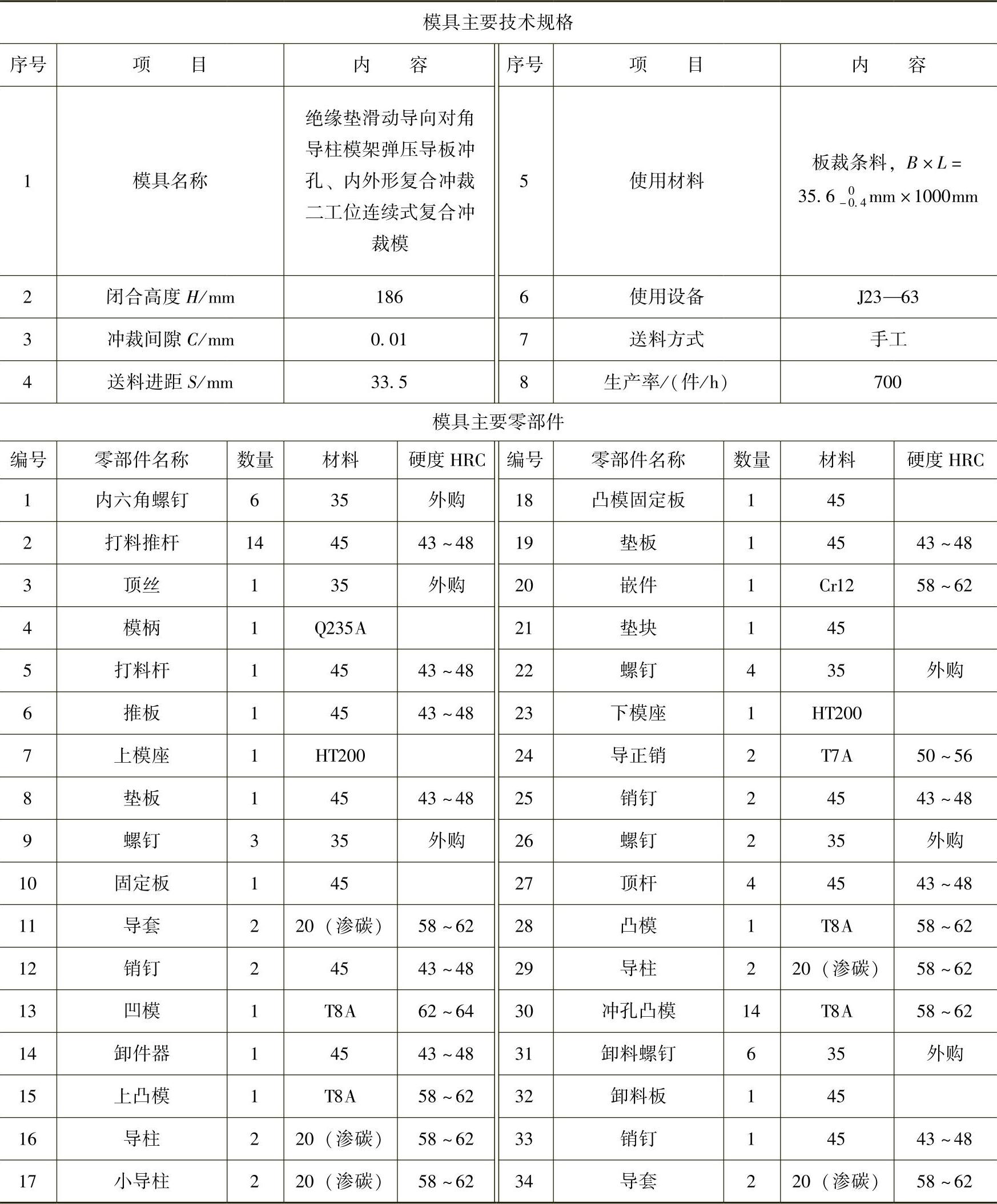
(2)模具主要技术规格及零部件(表1-77)
表1-77 模具主要技术规格及零部件(https://www.xing528.com)
(3)分析说明
图1-77所示冲模冲裁零件材料为绝缘板,料厚t=0.8mm,料薄而脆,需要在弹压板压紧条料后冲裁。按照GB/T16743—2010《冲裁间隙》给定的胶纸板和胶布板等材质的绝缘板冲裁间隙均为C=(0.5~2)%t。该冲裁件的冲裁间隙C=0.004~0.016mm,取C=0.01mm。从图1-77的冲压件图中可以看出,该冲压件最小孔边距b=0.9mm。在工件内的ϕ28mm圆周上均布12个ϕ2.2mm小孔,另有两个ϕ3mm孔。复杂的冲切内形与孔间最小壁厚仅1mm,但该冲压件材料为低强度非金属材质绝缘板,且料厚t仅0.8mm。考虑到材料脆弱特性及零件尺寸,特别是孔间、孔边壁厚过小、易破裂等特殊情况,不宜分序多模冲制,也不宜用更多工位连续模,按常规冲压工艺,将14个小孔分2~3个工位冲出,工件破裂、小孔壁破损都很难避免,成品率必然很低。采用群孔一次冲出,绝缘板冲前用热水浸泡至70~120℃冲裁,效果较好。最后工件冲内形与外廓落料复合冲裁有弹压板压料,刃口内外压力平衡,绝缘板不会碎裂。采用这种连续复合冲裁工艺,冲模结构趋于复杂。第Ⅰ工位冲14个孔,凸模要加粗杆部呈台阶形;凸模靠卸料板配小导柱导向并以无间隙滑配合制出卸料板模孔,对凸模有良好的横向支承,防止凸模歪斜、偏移甚至纵弯而折断。模具采用Ⅰ级高精度滑动导向对角导柱模架,保证上、下模芯精准导向,可使第Ⅱ工位冲内形与外廓落料复合冲裁顺利实施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。