



【摘要】:模具图图1-74 簧片滚动导向滚珠导柱中间导柱模架弹压导板冲孔、冲槽孔、冲长槽、切废、切断连续冲裁模表1-74 模具主要技术规格及零部件图1-75 垫圈滚动导向滚珠导柱中间导柱模架弹压卸料硬质合金冲孔、落料连续冲裁模模具主要技术规格及零部件表1-75 模具主要技术规格及零部件(续)分析说明垫圈一般产量都很大。图1-75所示垫圈滚动导向滚珠导柱中间导柱模架弹压卸料硬质合金冲孔、落料连续冲裁模。该冲模采用弹压卸料、凹模孔推件出模。
(1)模具图(图1-75)
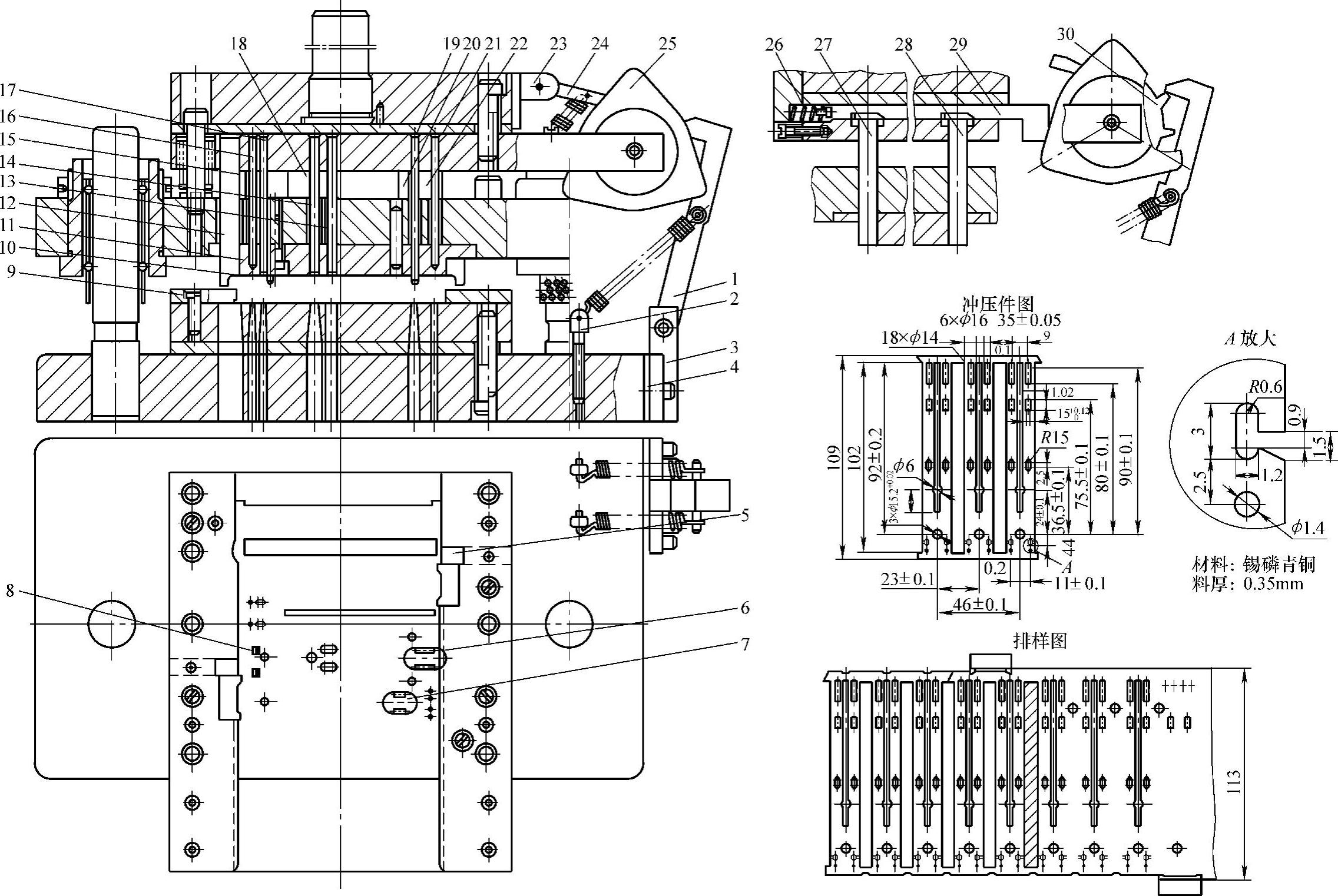
图1-74 簧片滚动导向滚珠导柱中间导柱模架弹压导板冲孔、冲槽孔、冲长槽、切废、切断连续冲裁模
表1-74 模具主要技术规格及零部件
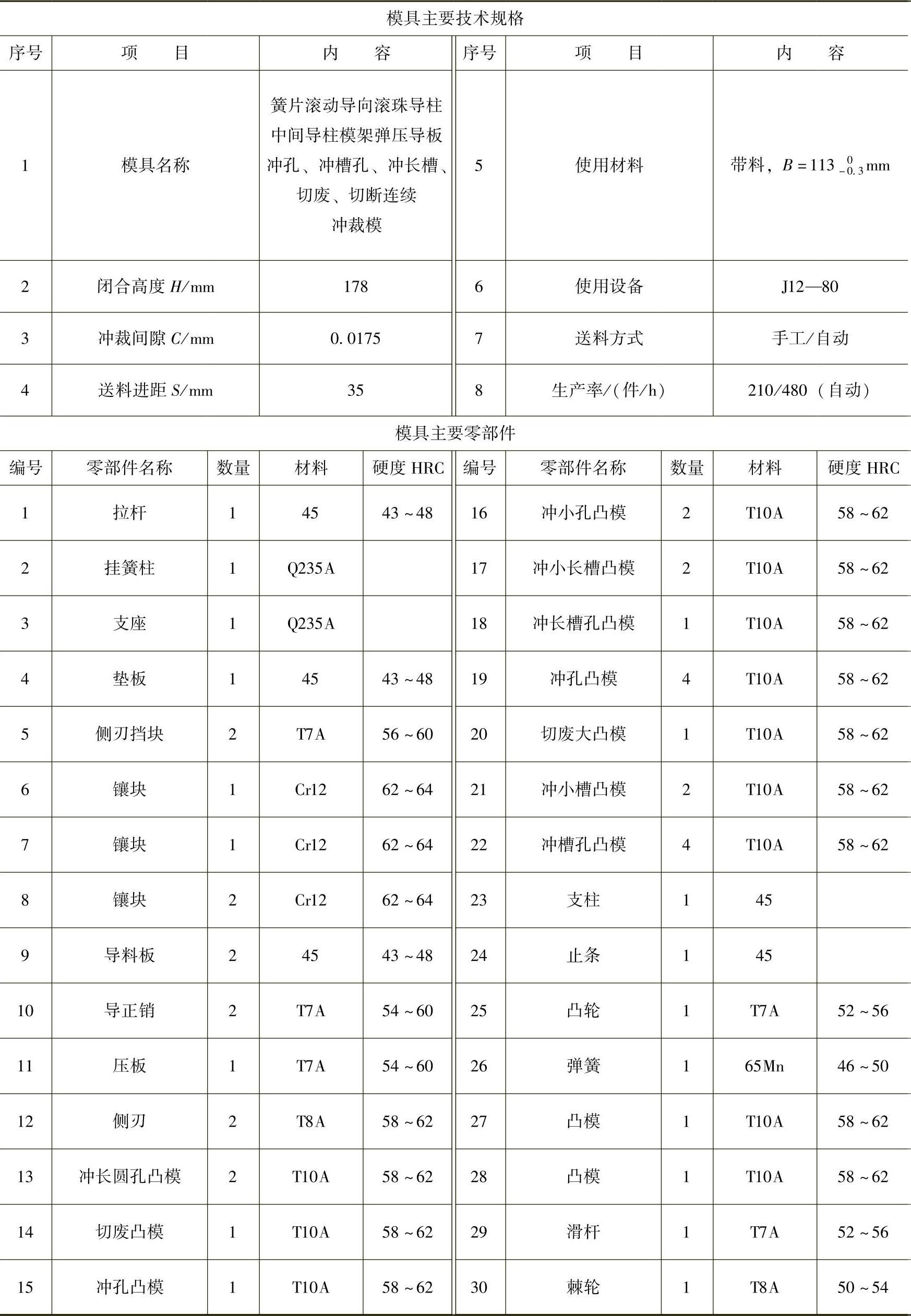
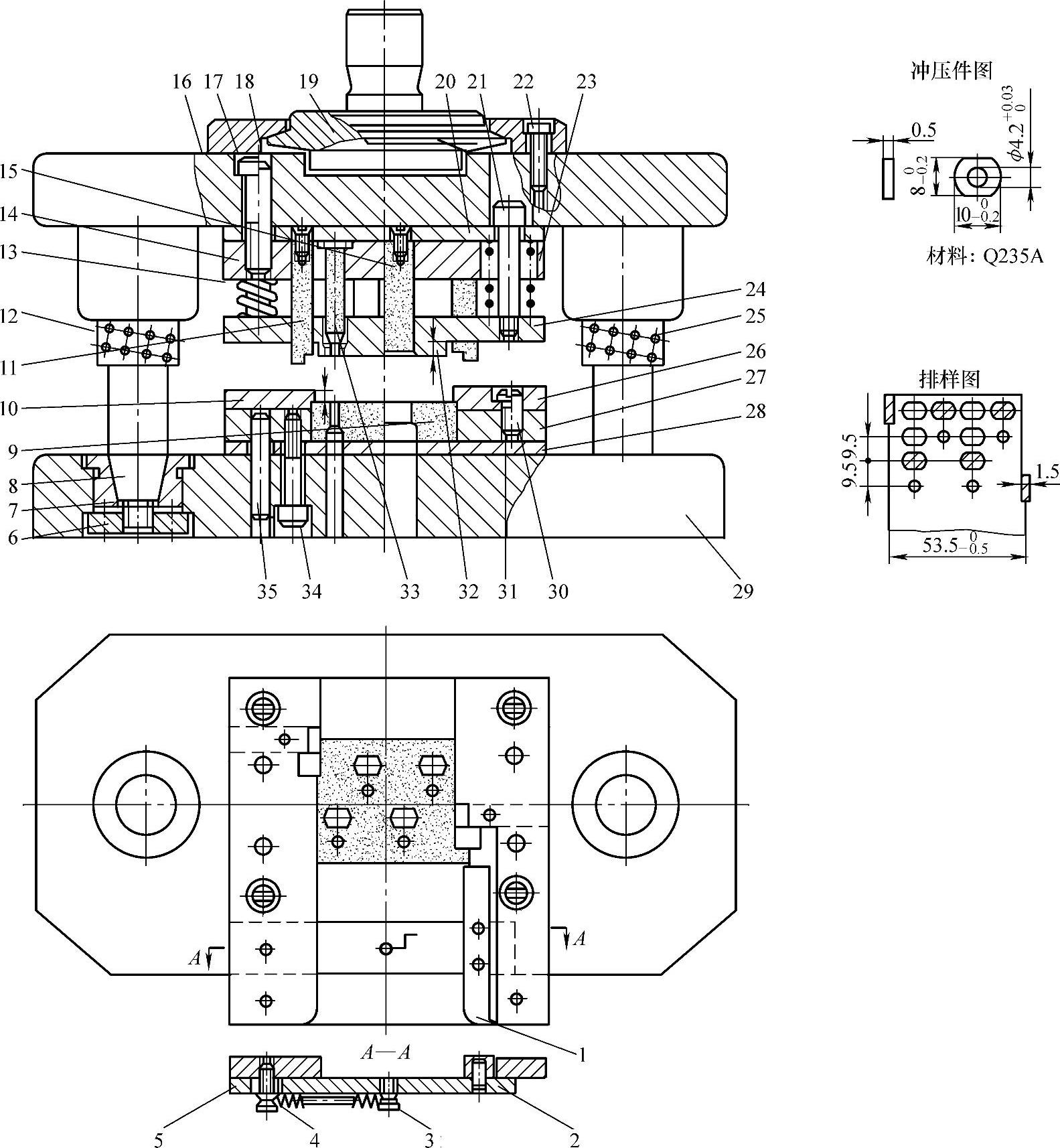
图1-75 垫圈滚动导向滚珠导柱中间导柱模架弹压卸料硬质合金冲孔、落料连续冲裁模
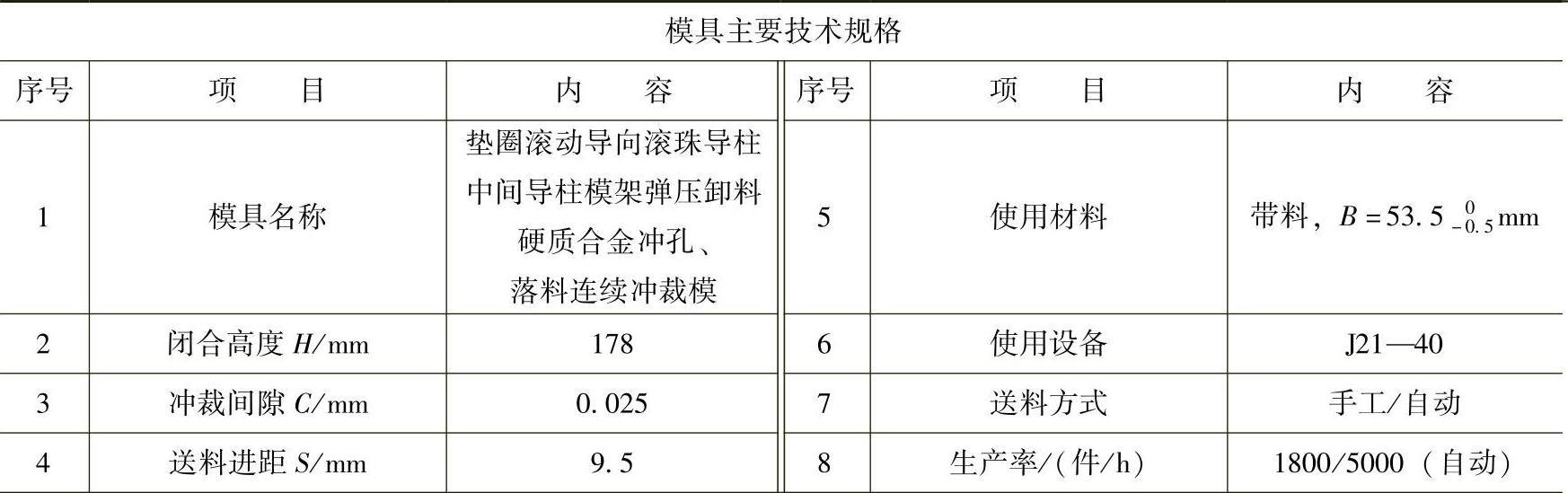
(2)模具主要技术规格及零部件(表1-75)(https://www.xing528.com)
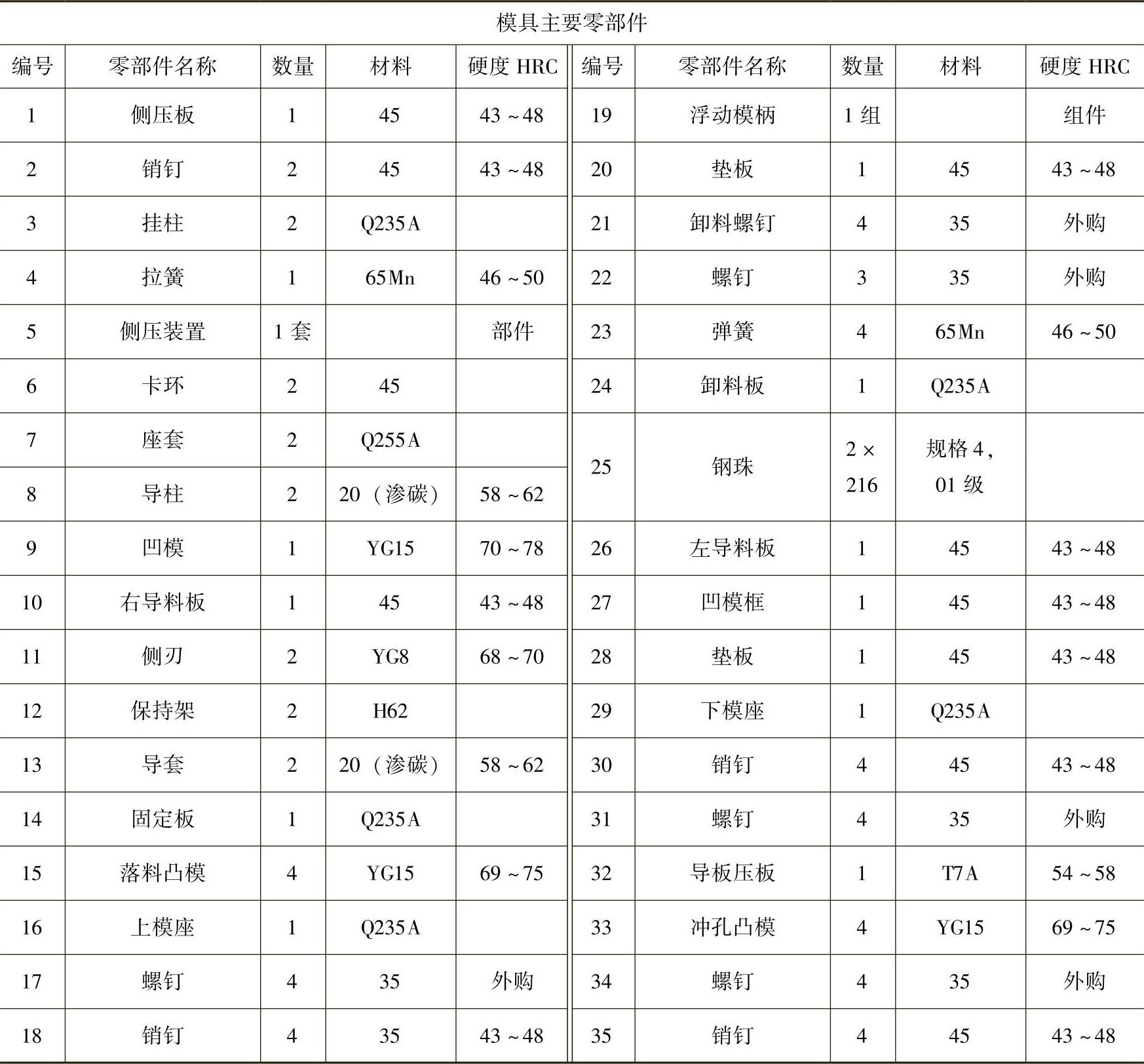
表1-75 模具主要技术规格及零部件
(续)
(3)分析说明
垫圈一般产量都很大。图1-75所示垫圈滚动导向滚珠导柱中间导柱模架弹压卸料硬质合金冲孔、落料连续冲裁模。该冲模采用全硬质合金工作零件,凸模、凹模、侧刃都用硬质合金制成。硬质合金韧性差,不适合厚钢板冲裁加工,推荐用于冲制薄板和超薄板的冲裁加工,正常情况下,多用于t≤1mm,尤其是t≤0.5mm的超薄平板冲裁件的大量及超大量生产。当t<0.5mm时,冲裁间隙很小,为保证凸模与凹模间始终保持合适而均匀的间隙,冲模多采用滚动导向模架,其滚珠或滚柱与导柱、导套采用0.01~0.02mm的过盈配合,使凸模对凹模的导向具有接近零误差甚至零误差,从而大幅度提高冲模寿命。该冲模采用弹压卸料、凹模孔推件出模。由于采用双边侧刃节制送料,可适应高速冲裁,生产率较高。同时,该垫圈采用四列双行交错冲孔、落料,一模四件,效率要比单列排样冲裁高3倍。其运作过程是:第Ⅰ工步冲两个孔,第Ⅱ工步落料两件,第Ⅲ工步再冲两个孔,第Ⅳ工步再落两个料。此后,每次冲压行程便可冲出4个工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。