



【摘要】:模具图图1-73 电机定、转子片滚动导向滚珠导柱六导柱模架弹压导板硬质合金六工位连续冲裁模模具主要技术规格及零部件表1-73 模具主要技术规格及零部件分析说明图1-73所示为小型电机定、转子片滑动导向滚珠导柱六导柱模架硬质合金六工位连续冲裁模。2)在卸料板2和上模座5之间导料槽两侧装两排共计8组滚动导向小导柱,确保卸料板为凸模导向精确。
(1)模具图(图1-73)
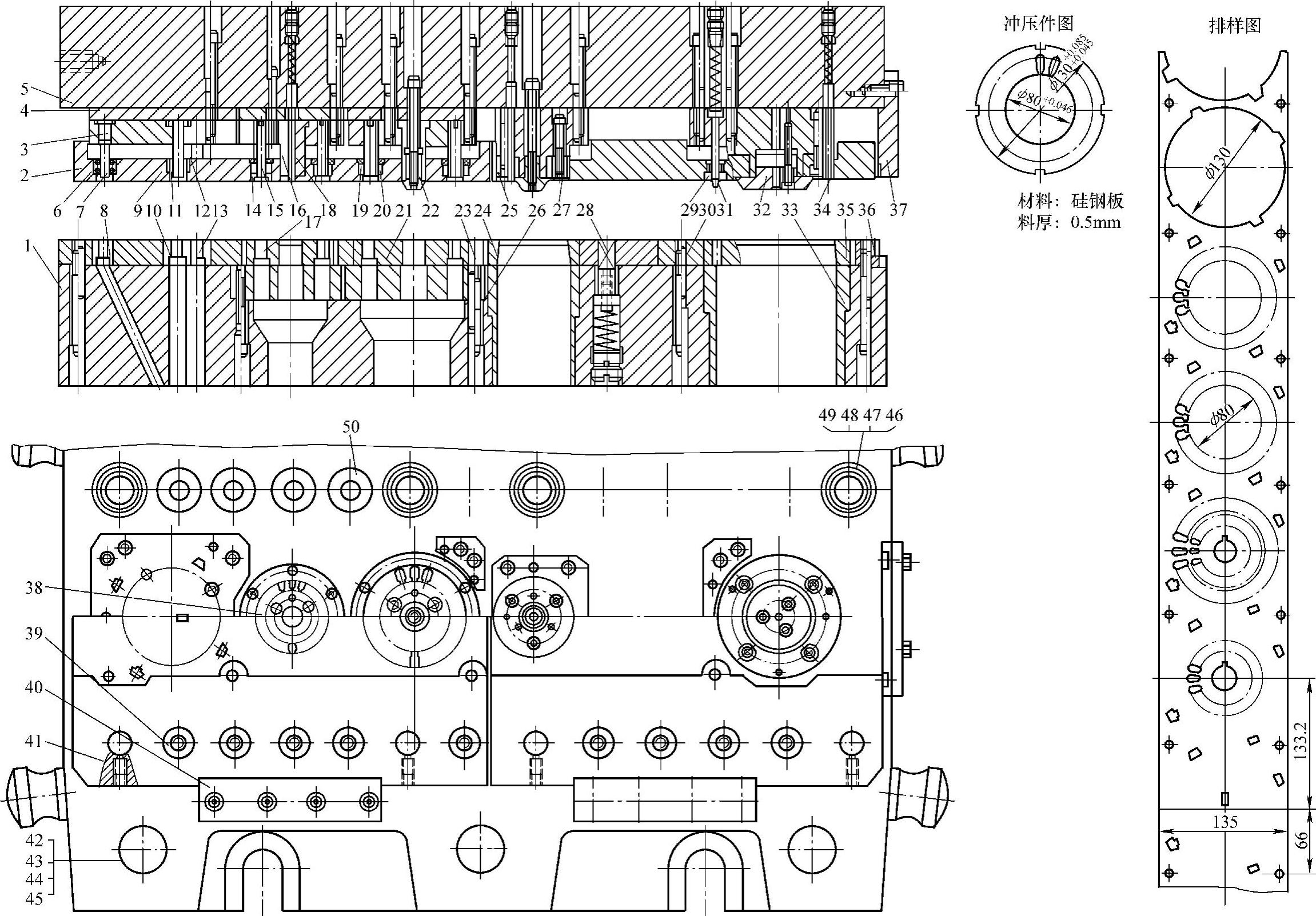
图1-73 电机定、转子片滚动导向滚珠导柱六导柱模架弹压导板硬质合金六工位连续冲裁模
(2)模具主要技术规格及零部件(表1-73)
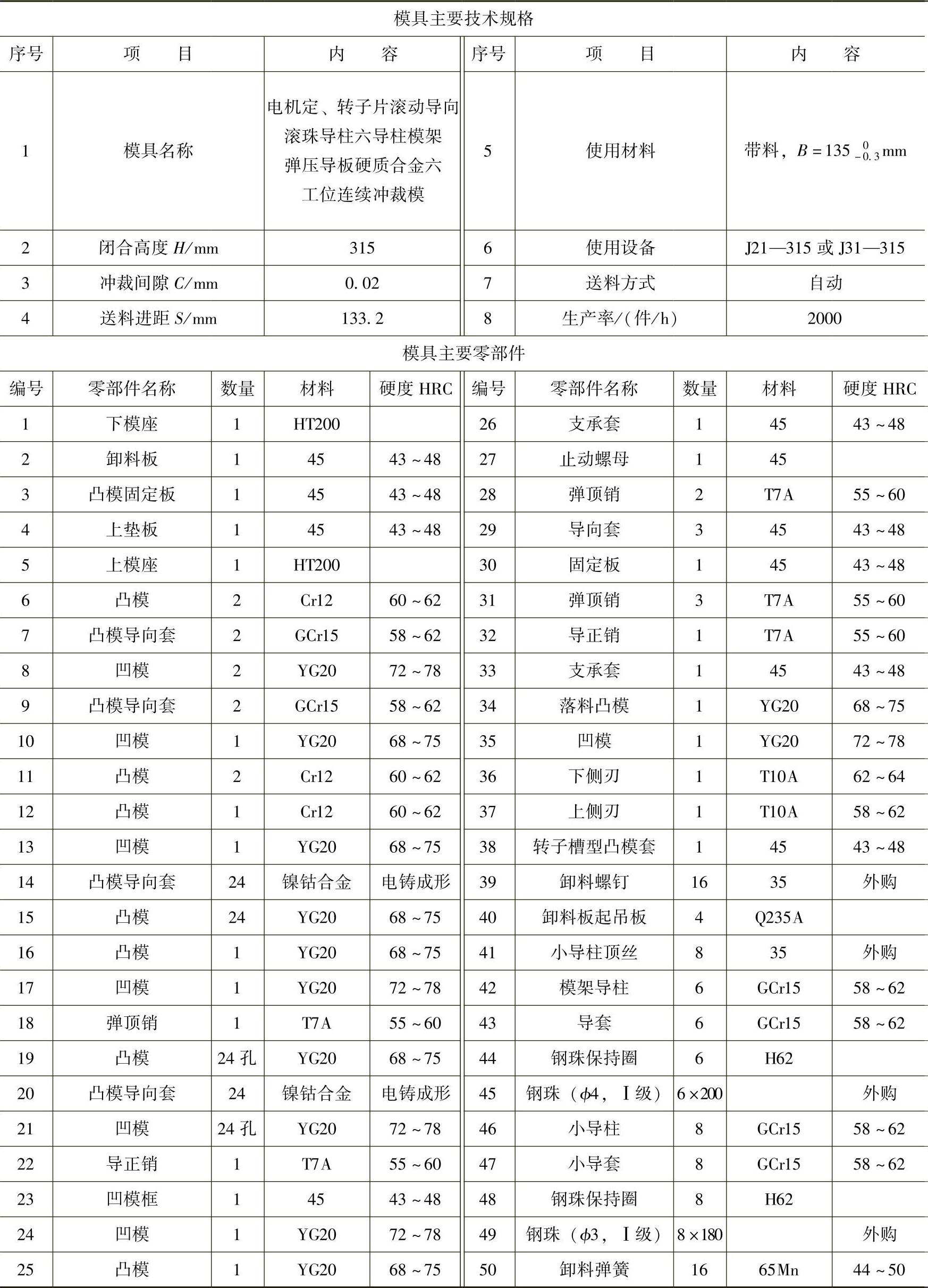
表1-73 模具主要技术规格及零部件
(3)分析说明
图1-73所示为小型电机定、转子片滑动导向滚珠导柱六导柱模架硬质合金六工位连续冲裁模。其整体结构采用滚珠导柱模架、弹压卸料导料式结构形式,是料厚t=0.1~0.5mm超薄板高精度冲裁件常用的一种典型结构。该冲模为适应高速自动冲压、大量生产,延长冲模寿命,在结构设计上采取了如下改进措施:
1)凸模与凹模等主要工作零件采用硬质合金YG15或YG20制造。
2)在卸料板2和上模座5之间导料槽两侧装两排共计8组滚动导向小导柱,确保卸料板为凸模导向精确。(https://www.xing528.com)
3)为保证凸模固定板与卸料板和上模座同轴度,凸模进入卸料板匹配模孔无误差,还在卸料板上按基轴制h4/H5配合,按凸模固定板长度,制出导向凹槽,冲压时两者不脱开。
4)所有小孔及槽型孔凸模都嵌装镍钴合金电铸成形的导向套。
从图1-73模具图俯视图中,可以清楚地看出6个工位冲裁工作及其运作过程。该俯视图的上半部取下卸料板,下半部带卸料板,其全部结构一目了然。结合其冲压件图、排样图,便可看出其冲压过程如下:
1)Ⅰ工位冲两个ϕ10mm定位孔、扣片槽孔及键槽孔。
2)Ⅱ工位冲轴孔、转子槽型。
3)Ⅲ工位冲定子槽型。
4)Ⅳ工位转子片落料。
5)Ⅴ工位导正定位。
6)Ⅵ工位定子落料及用侧刃切刀36、37切断废料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。