



【摘要】:模具的工作零件全部采用YG15硬质合金制造。图1-71 电机定、转子片滚动导向滚珠导柱六导柱模架弹压导板四工位连续冲裁模表1-71 模具主要技术规格及零部件图1-72 电机定子片滚动导向滚珠导柱四导柱模架硬质合金三工位连续冲裁模表1-72 模具主要技术规格及零部件(续)该冲模采用滚动导向滚珠四导柱模架,弹压卸料板上加装小导柱,使卸料板对凸模具有良好的导向作用。该冲模上述复式导向系统也是对料厚t≤0.5mm硅钢片冲裁件冲模常用的结构形式。
(1)模具图(图1-72)
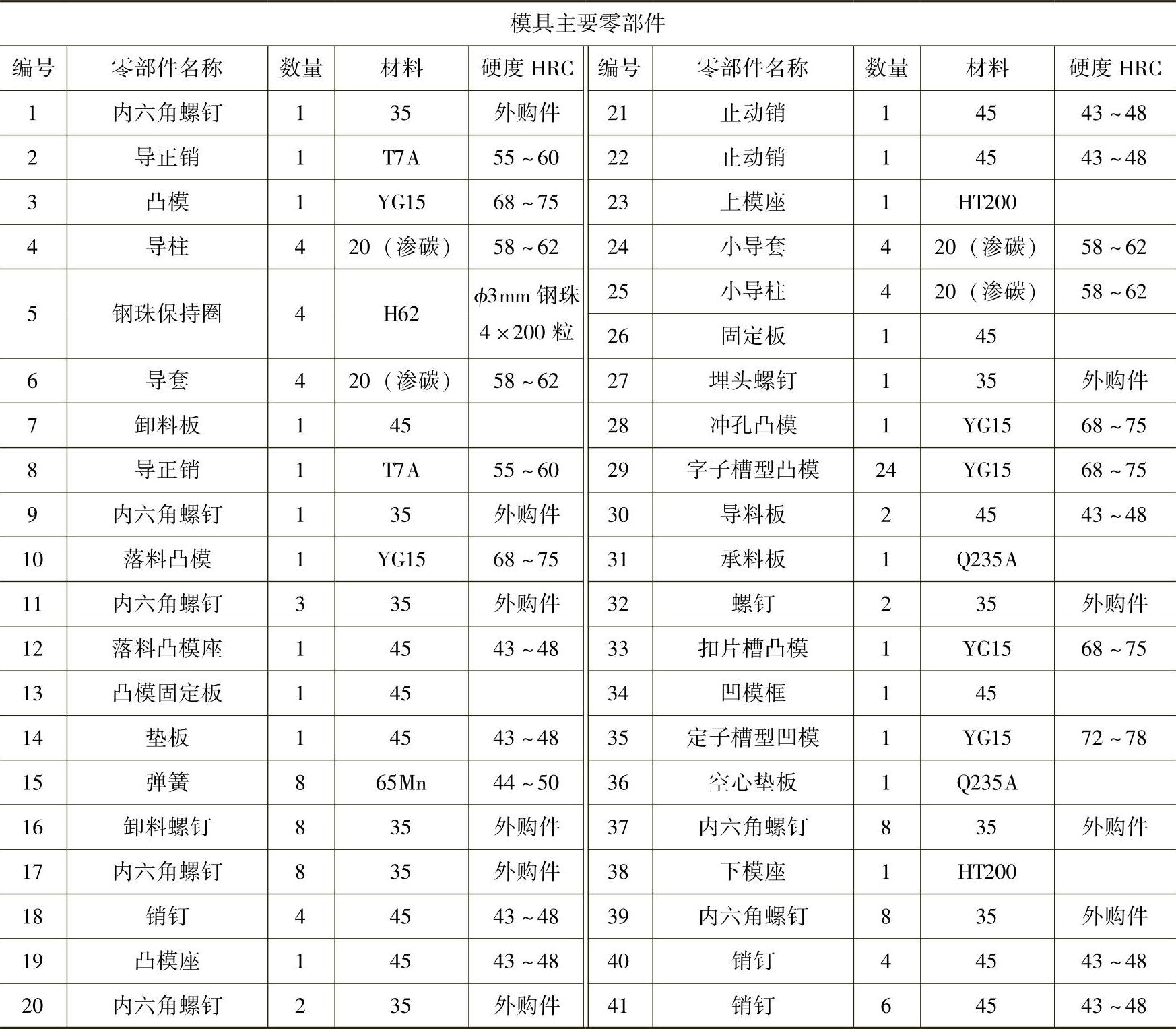
(2)模具主要技术规格及零部件(表1-72)
(3)分析说明
图1-72所示电机定子片滚动导向滚珠导柱四导柱模架硬质合金三工位连续冲裁模,其整体结构为弹压卸料导板式结构,是薄板和超薄板冲裁件常用的一种多工位连续冲裁模的结构形式。模具的工作零件(即凸模和凹模)全部采用YG15硬质合金制造。
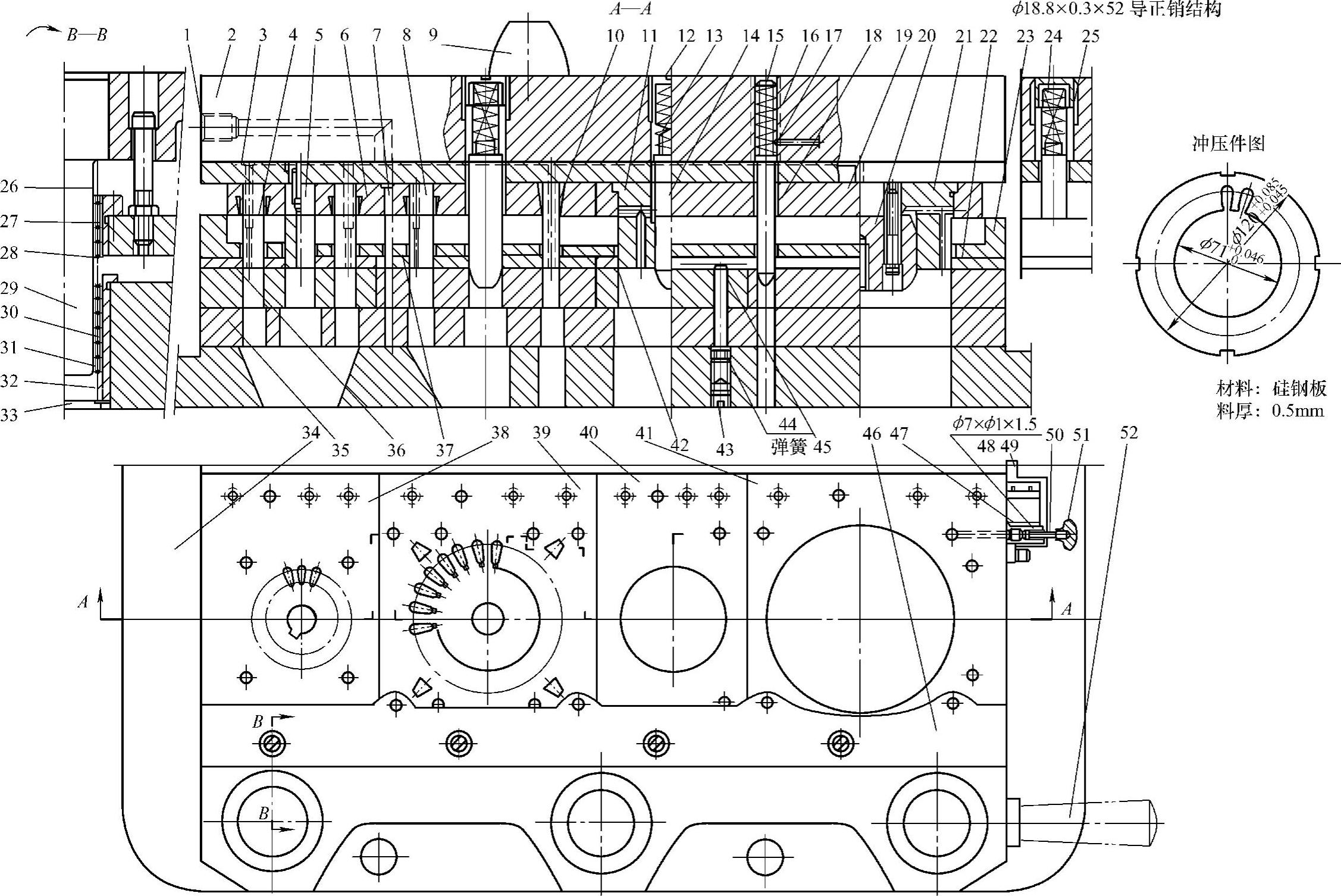
图1-71 电机定、转子片滚动导向滚珠导柱六导柱模架弹压导板四工位连续冲裁模
表1-71 模具主要技术规格及零部件
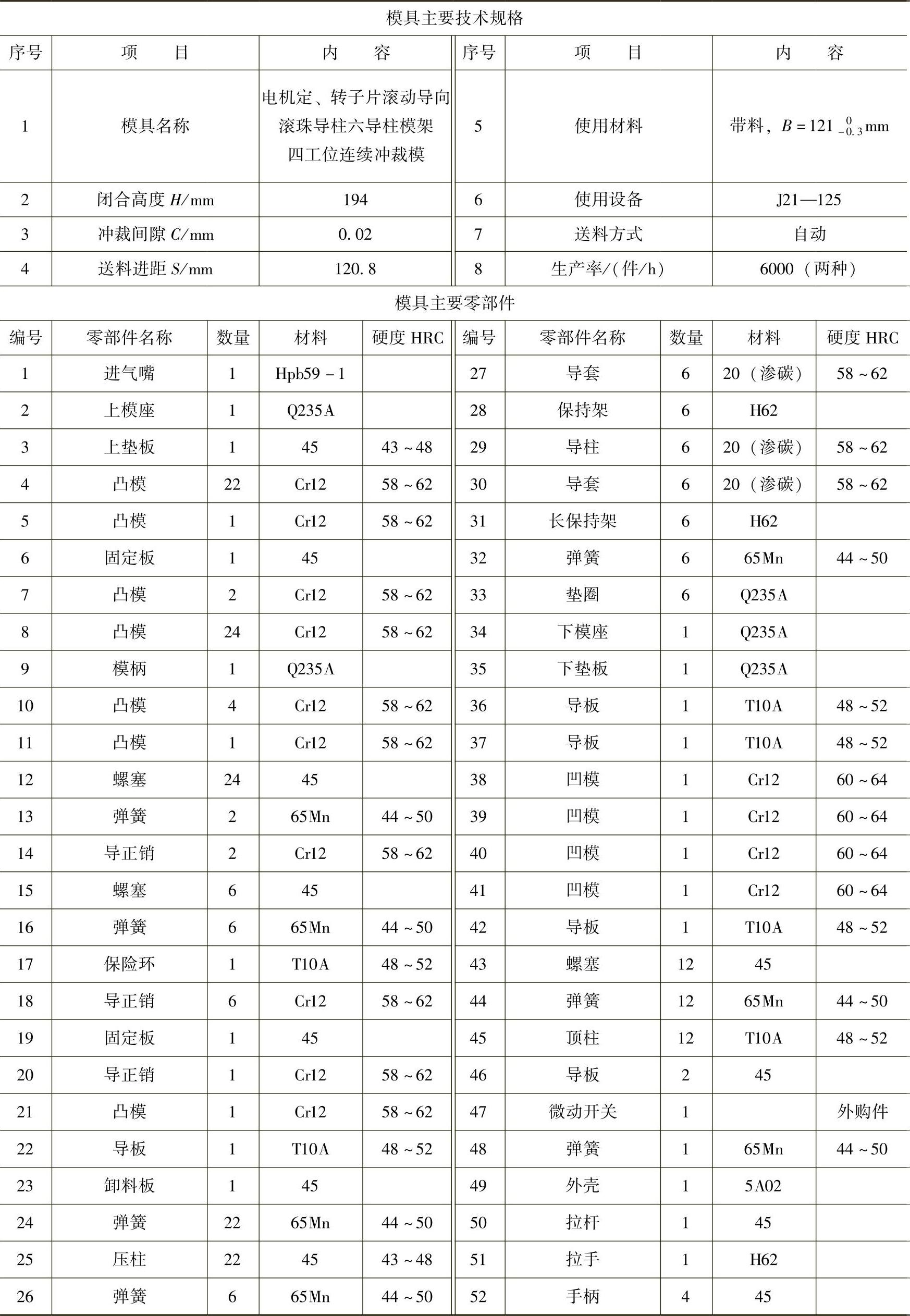
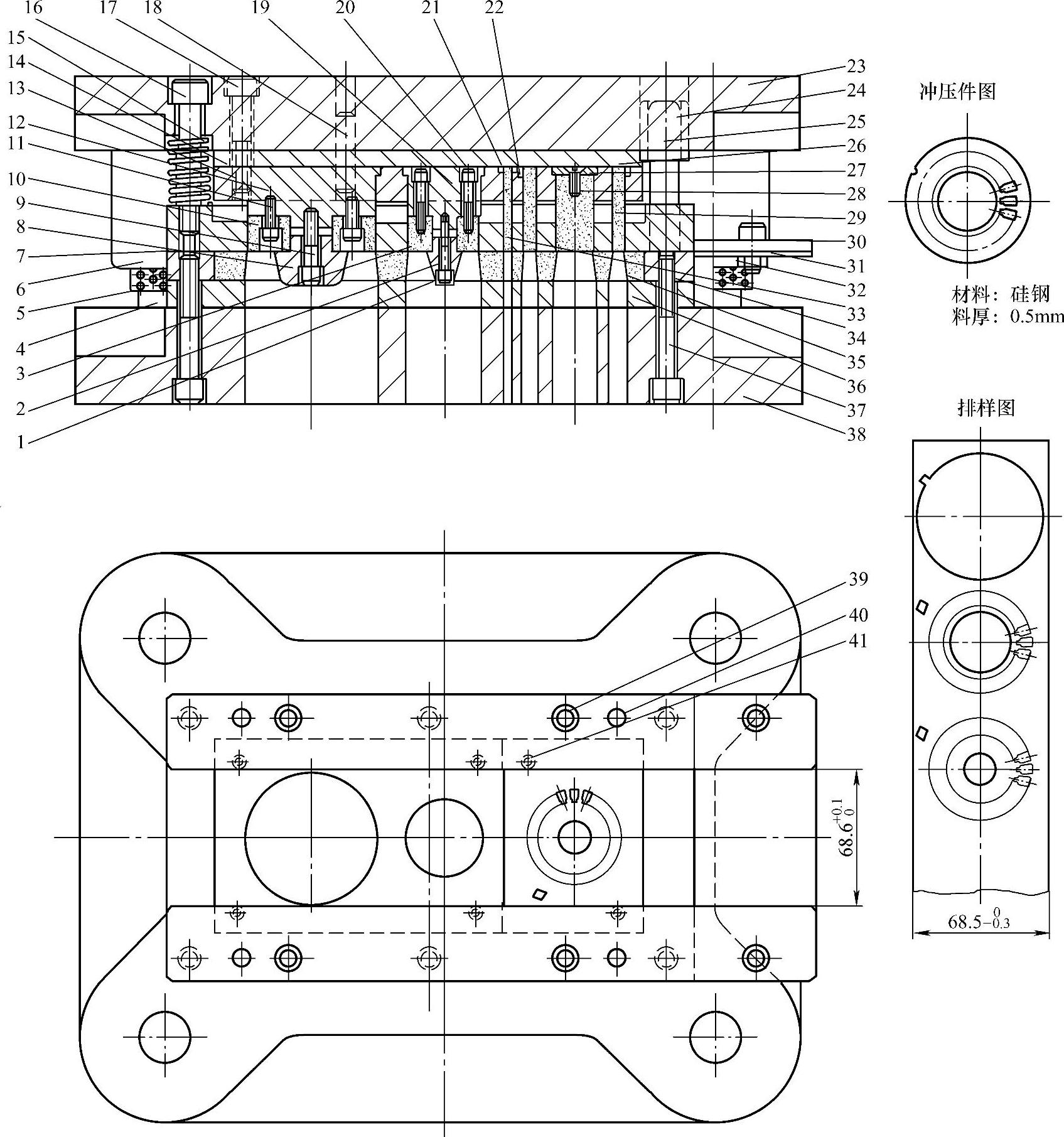
图1-72 电机定子片滚动导向滚珠导柱四导柱模架硬质合金三工位连续冲裁模
表1-72 模具主要技术规格及零部件(https://www.xing528.com)

(续)
该冲模采用滚动导向滚珠四导柱模架,弹压卸料板上加装小导柱,使卸料板对凸模具有良好的导向作用。同时,为使模芯上、下凸模对准凹模零误差或接近零误差,卸料板按凸模固定板长度制出凹口,并按基轴制h5/H6~h4/H5配合制造,控制两者配合间隙小于冲裁间隙的一半。该冲模上述复式导向系统也是对料厚t≤0.5mm硅钢片冲裁件冲模常用的结构形式。
该冲模的运作过程如下:
1)Ⅰ工位冲中心孔、定子槽型及扣片孔。
2)Ⅱ工位靠导正销2插入在Ⅰ工位冲出的中心孔中定位,冲定子片内孔。
3)Ⅲ工位靠导正销8插入在Ⅱ工位冲得的内孔定位,实施定子片落料。
由于采用自动送料,靠与冲模匹配的通用送料装置和压力机协同运作,控制送料进距S=68.5mm,冲模靠导正销对送料进距进行校正调整,便可进行连续高速、长时间不间断作业。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。