



(1)模具图(图1-69)
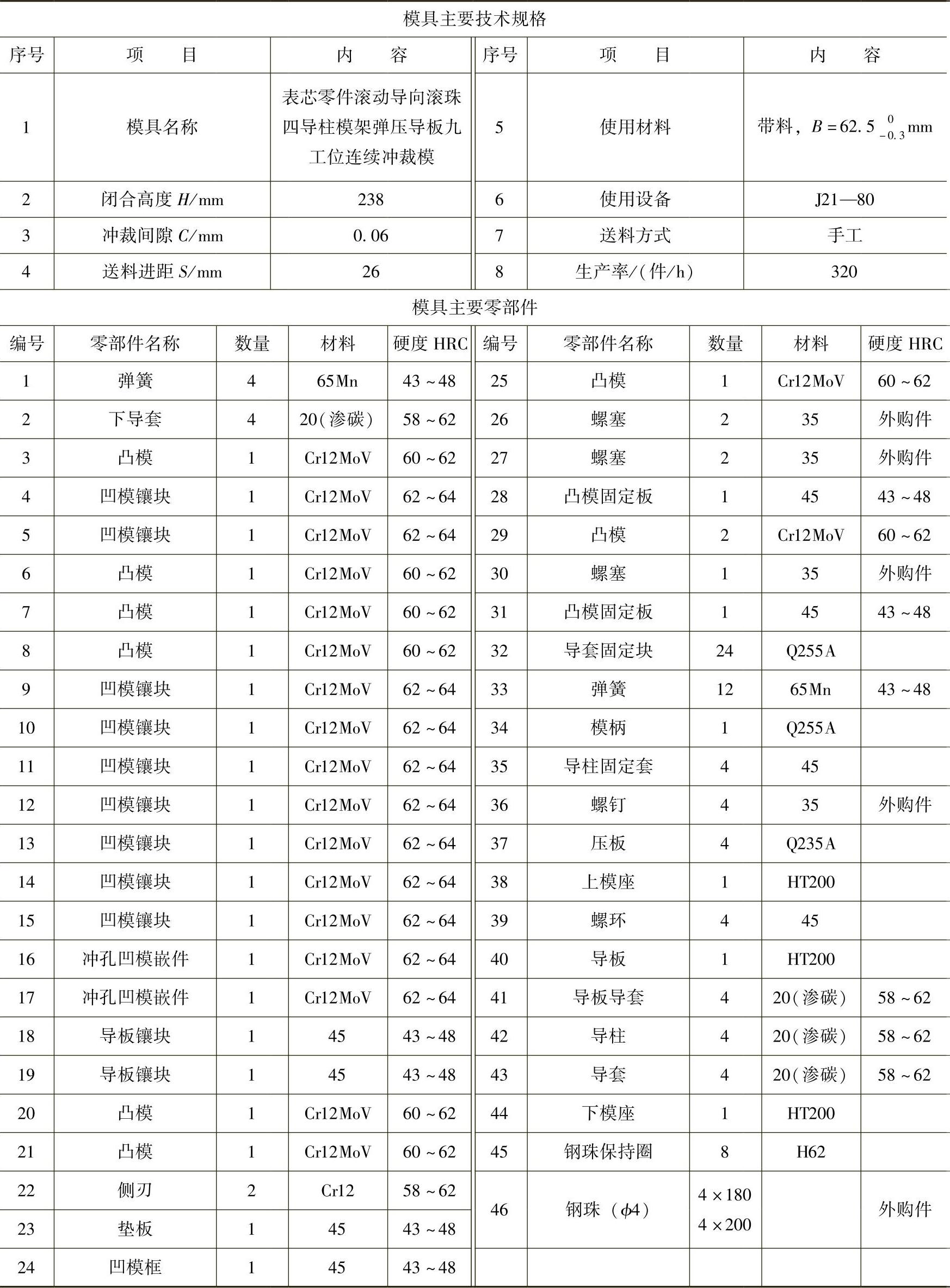
(2)模具主要技术规格及零部件(表1-69)
(3)分析说明
图1-69所示为表芯零件滚动导向滚动四导柱模架弹压导板九工位连续冲裁模。该冲模的整体结构使用加厚铸铁模座、加粗四导柱、加强型模架,导板挂装在四导柱上,导柱与导板、模座上匹配的导套均采用镶嵌结构,导板与下模座装设的导套内为H62黄铜钢珠,保持架上分别嵌装ϕ4mmⅠ级钢珠180粒、200粒,与导柱呈0.01~0.02mm过盈配合,导柱采用倒装式,下模座导柱孔装有弹簧,使模具开启更轻便。导柱对模座工作面任意位置导向,均可达到零误差。
由于该冲压件形状复杂,尺寸与形位精度要求高,排样采用单列直排有沿边、有搭边排样,分工位裁搭边冲裁。为保证工位间送料进距S=26±0.02mm,确保冲压件的整件冲压精度及冲压件上最小尺寸ϕ3.3+0.080mm不超差,除采用侧刃切边定距外,放大条料一边沿边作为载体并在中间结构废料和载体上冲ϕ4.03mm工艺定位孔,在有冲裁工步的工位上装导正凸模(销),校准送料进距。该冲模的运作过程如下:
1)Ⅰ工位用侧刃22与凹模镶块15冲切沿边一个送料进距,由凸模25、3与凹模镶块15冲出ϕ4.03mm和ϕ6.03mm工艺定位孔。
2)Ⅱ工位空挡。
3)Ⅲ工位由凸模20、21与冲孔凹模嵌件16、17冲出冲压件上的ϕ4.3+0.050mm孔和ϕ3.3+0.0480mm孔。由凸模8与导板镶块18、19初切冲压件局部R3mm、17处周围废料。
4)Ⅳ工位由凸模7与凹模镶块13、14初切冲压件的R1.3mm和R0.8mm的圆角及两斜面。
5)Ⅴ工位空挡。(https://www.xing528.com)
6)Ⅵ工位由凸模29和凹模镶块11、12精修冲压件R3.17mm的头部。
7)Ⅶ工位由凸模29与凹模镶块9、10精修冲压件R1.3mm和R0.8mm的圆角及两斜面。
8)Ⅷ工位空挡。
9)Ⅸ工位由凸模6和凹模镶块4、5对工件落料冲裁,冲压件从下模座模孔漏下,落入零件箱。
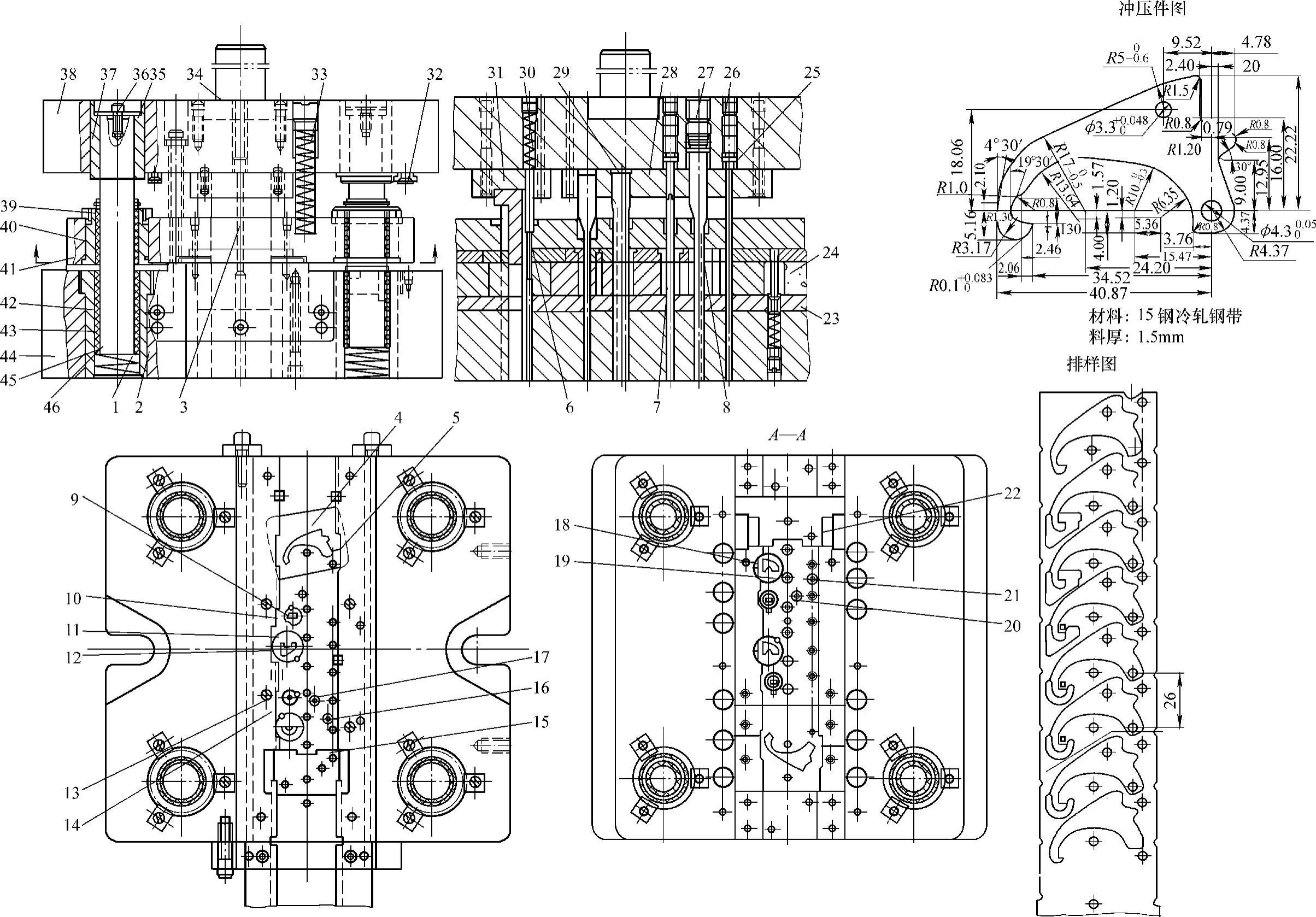
图1-69 表芯零件滚动导向滚珠四导柱模架弹压导板九工位连续冲裁模
表1-69 模具主要技术规格及零部件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。