



(1)模具图(图1-65)
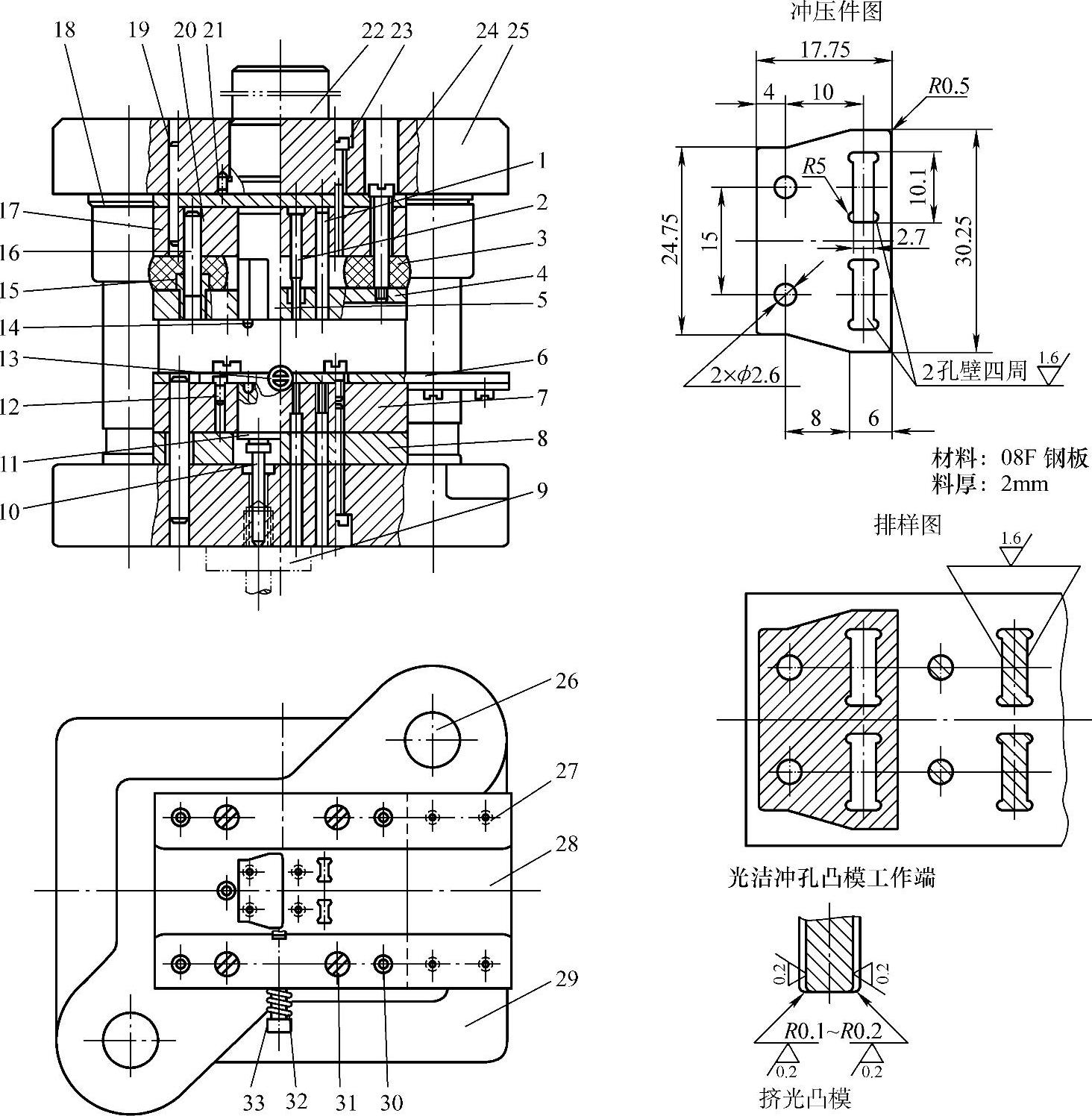
图1-65 挡板滑动导向对角导柱模架弹压导板光洁冲孔、落料连续冲裁模
(2)模具主要技术规格及零部件(表1-65)
表1-65 模具主要技术规格及零部件

(续)(https://www.xing528.com)

(3)分析说明
图1-65所示为挡板滑动导向对角导柱模架弹压导板光洁冲孔、落料连续冲裁模。其冲压件形状简单,但其两个长槽孔要求孔壁表面粗糙度Ra=1.6μm,而普通冲裁料厚t=2mm的08F钢板,表面粗糙度一般只能达到Ra≥6.3~12.5μm,平均为10μm,光亮带约占料厚t的1/3,其余为撕裂拉断的切面,十分粗糙,肉眼可见明显的界限和大小头台阶。为获取平整一致而光洁的长槽孔壁冲切表面,使其Ra≤1.6μm,可采用小间隙圆角刃口凸模对两长槽孔进行光洁冲孔,而其余两圆孔(ϕ2.6mm)和冲压件外廓,仍采用普通冲裁。
根据图1-65冲压件图给出的尺寸和技术要求,要进行光洁冲裁的两个长槽孔长×宽=10.1mm×2.7mm,槽孔两头为高仅1mm的R5圆弧。经计算可知,槽孔边缘最小壁厚bmin<2mm。为使凹模具有更高的强度,排样时应将并排两槽孔放在送料口一端。
由于使用板裁条料冲压,采用了始用挡料装置13、固定挡料销12并在落料凸模5上装两个导正销14,构成该冲模的送料定位系统。条料从模具右端承料板28上推送入导料槽,用手将始用挡料销33推出导料板6挡料,即可进行第Ⅰ工位冲孔。在第Ⅰ工位一次冲出ϕ2.6mm的两孔和长10.1mm的两长槽孔。第Ⅱ工位用挡料销12挡料,由导正销插入已冲出的两个ϕ2.6nnn圆孔中,对送进条料校准定位后落料。为保证冲压件平整,第Ⅱ工位装有下顶件器11和托板9,将冲制完成的工件反向顶出凹模。由于在上压下顶夹持下落料,冲压件平整、无拱弯。
冲长槽孔凸模利用其刃口的0.1~0.2mm小圆角并以C≤0.01mm小间隙冲裁,实际上是一个冲裁—挤光的过程,故冲槽孔壁可达到Ra≤1.6μm的表面粗糙度,实施光洁冲孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。