



(1)模具图(图1-63)
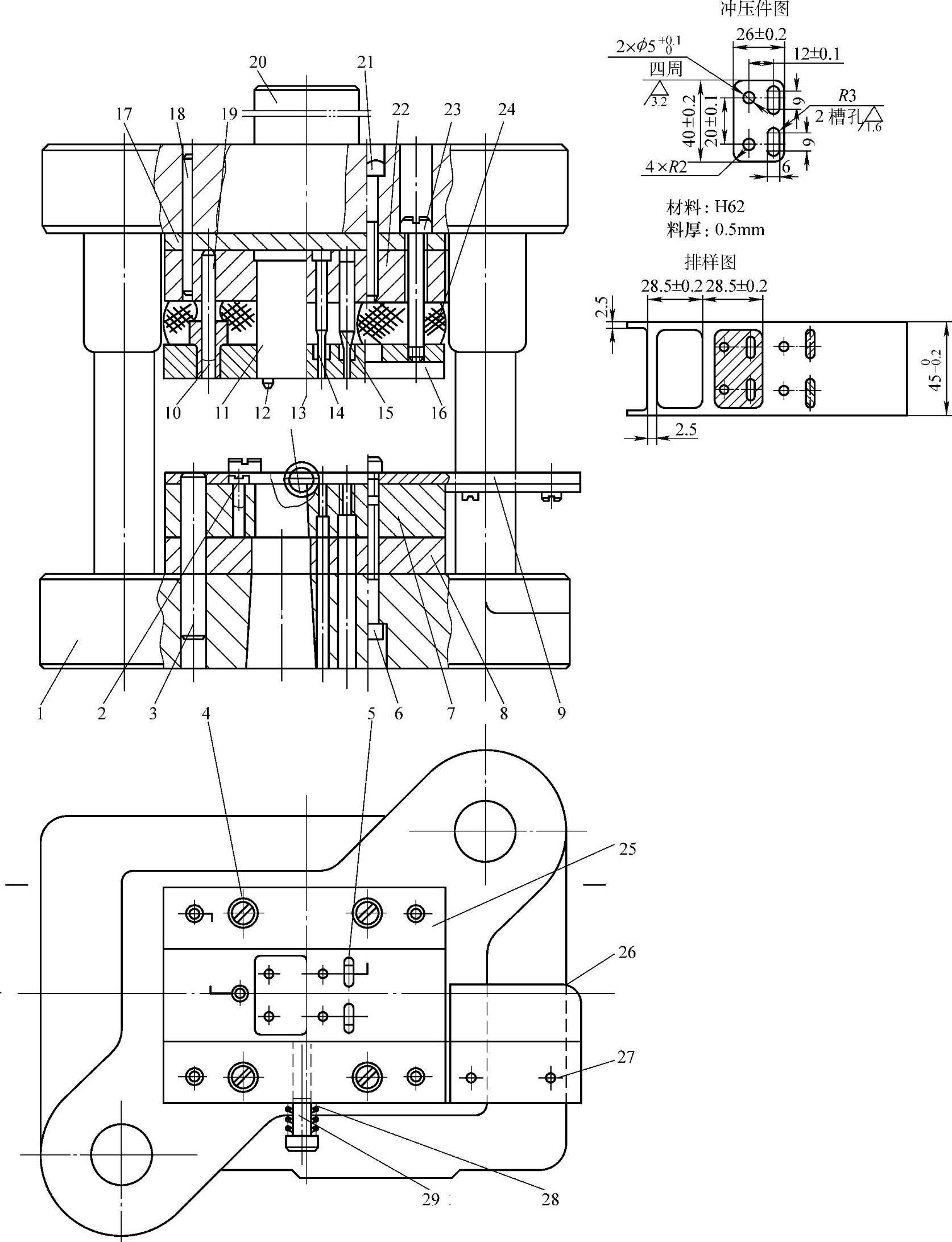
图1-63 基准板滑动导向对角导柱模架弹压导板光洁冲孔、落料连续冲裁模
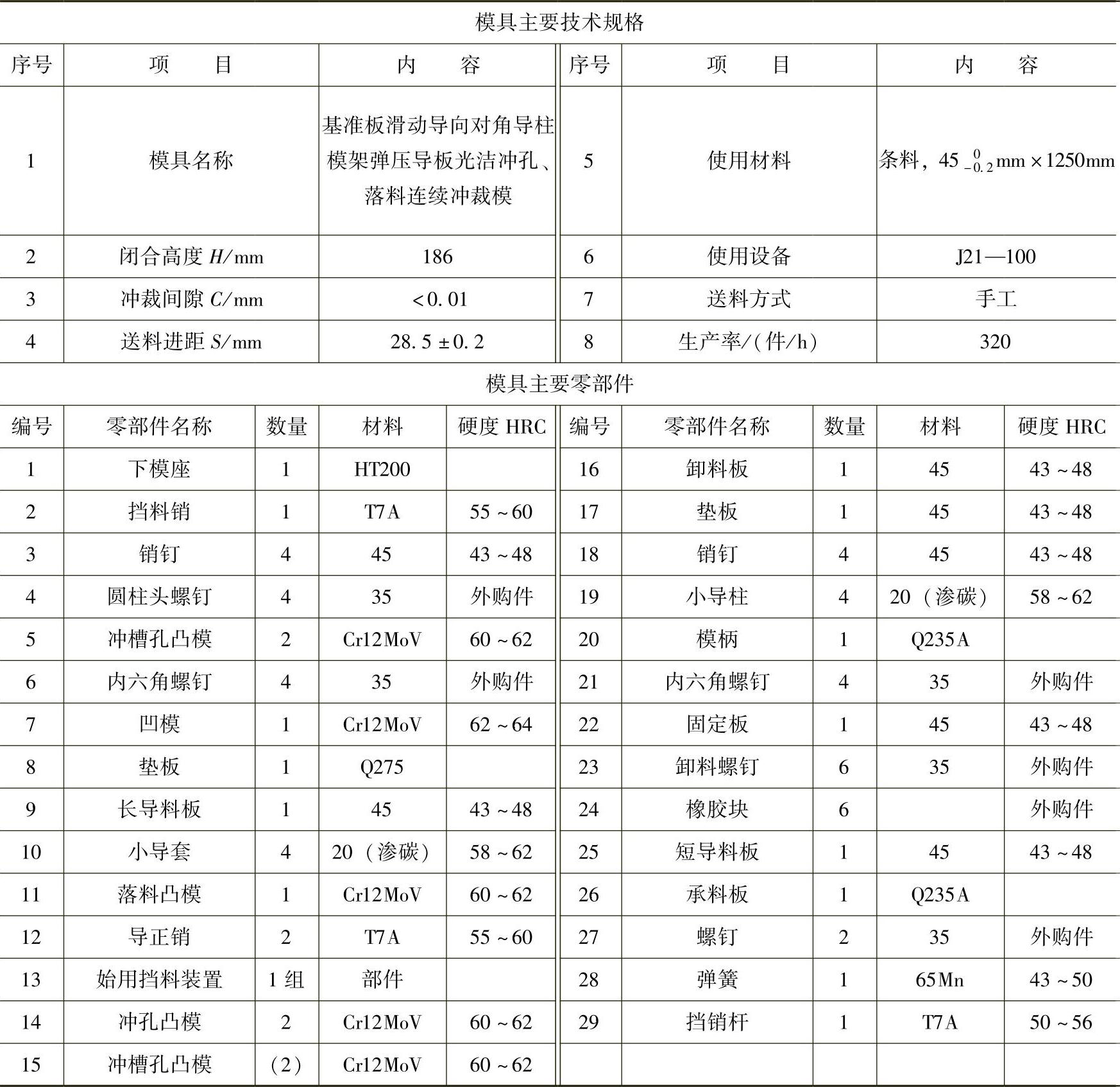
(2)模具主要技术规格及零部件(表1-63)
表1-63 模具主要技术规格及零部件
(3)分析说明
图1-63所示基准板滑动导向对角导柱模架弹压导板光洁冲孔、落料连续冲裁模,是一套实施光洁冲裁中厚板冲压件的精密连续光洁冲裁模的实用典型结构形式。从图1-63冲压件图中可以看出,进行连续光洁冲裁的冲压件形状简单,但其两个长圆孔的孔壁表面粗糙度要求Ra=1.6μm,外形四周表面粗糙度要求Ra=3.2μm。对于料厚t=3mm的H62黄铜板,当普通冲裁时,其冲切面表面粗糙度一般Ra=12.5~25μm,而且有肉眼可见的大小头和明显的台阶,十分粗糙,而利用图1-63所示冲模结构采用小间隙圆刃口光洁冲裁,可以使冲裁件冲切面的表面粗糙度Ra值达到1.6μm甚至更低。为此,该模具在结构设计上采取了以下一些技术措施。
1)因为光洁冲裁力为相当普通冲裁的1.5~2倍,压料力达到冲裁力的20%。冲裁t=3mm的黄铜板,模具要承受更大的荷载,故应采用Ⅰ级精度的加厚模座、加粗导柱的加强型模架。(https://www.xing528.com)
2)光洁冲裁的单边冲裁间隙C≤0.01mm,与料厚无关。
3)落料凹模刃口制出0.2~0.3mm圆角。
4)冲孔凸模刃口制出0.1~0.2mm圆角。
5)卸料板装小导套10与装在固定板22上的小导柱19匹配,构成模具的精准导向系统。
6)卸料板16上的模孔一律以匹配凸模为准,按基轴制h6/H7配合制出。
7)落料凸模上装导正销,确保冲出孔与外廓落料的同轴度。
8)冲孔凸模要加粗杆部并控制其工作段长度不超过凸模总长的30%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。