



(1)模具图(图1-61)
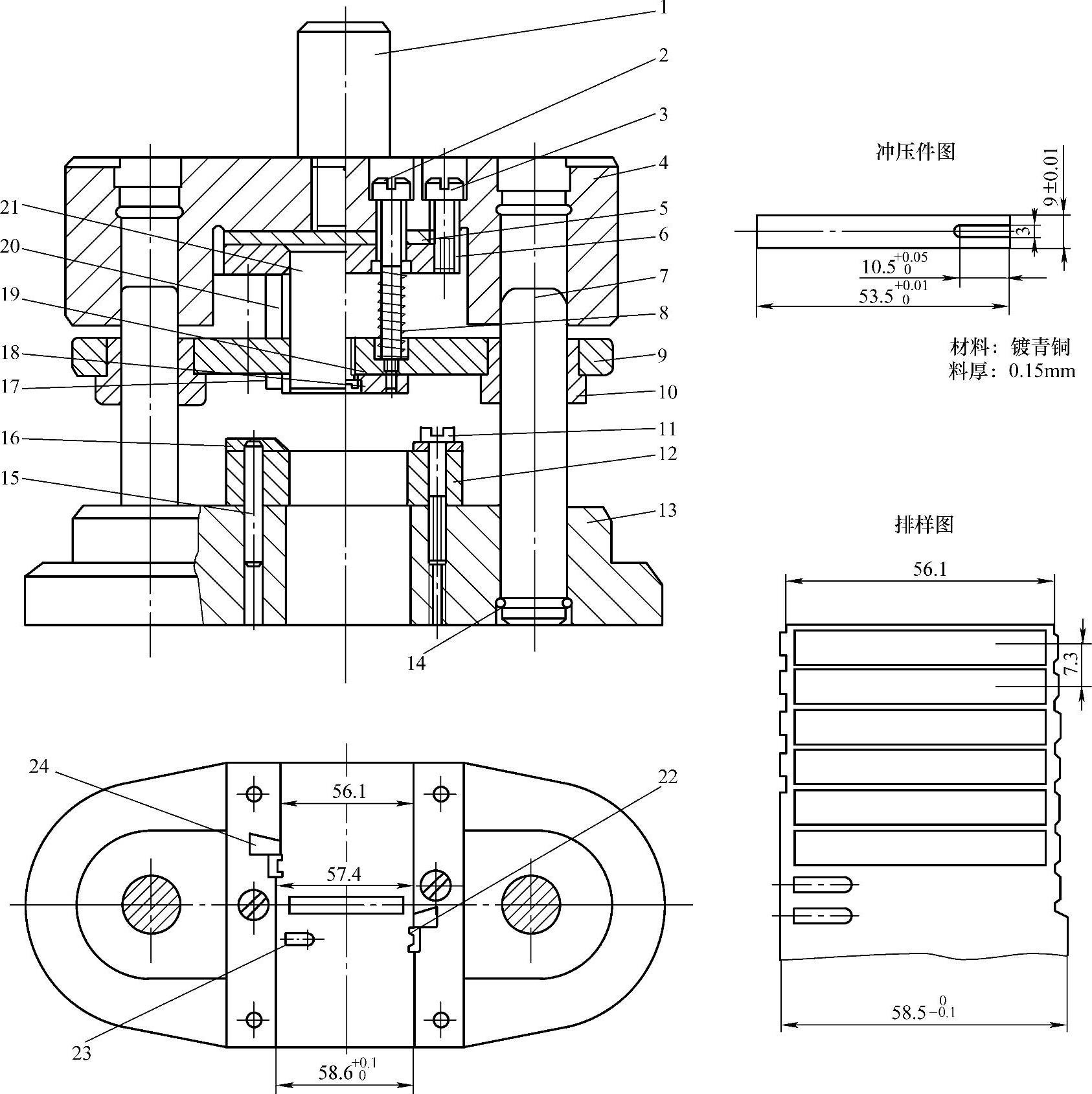
图1-61 接触片滑动导向中间导柱模架弹压导板冲槽、落料连续冲裁模
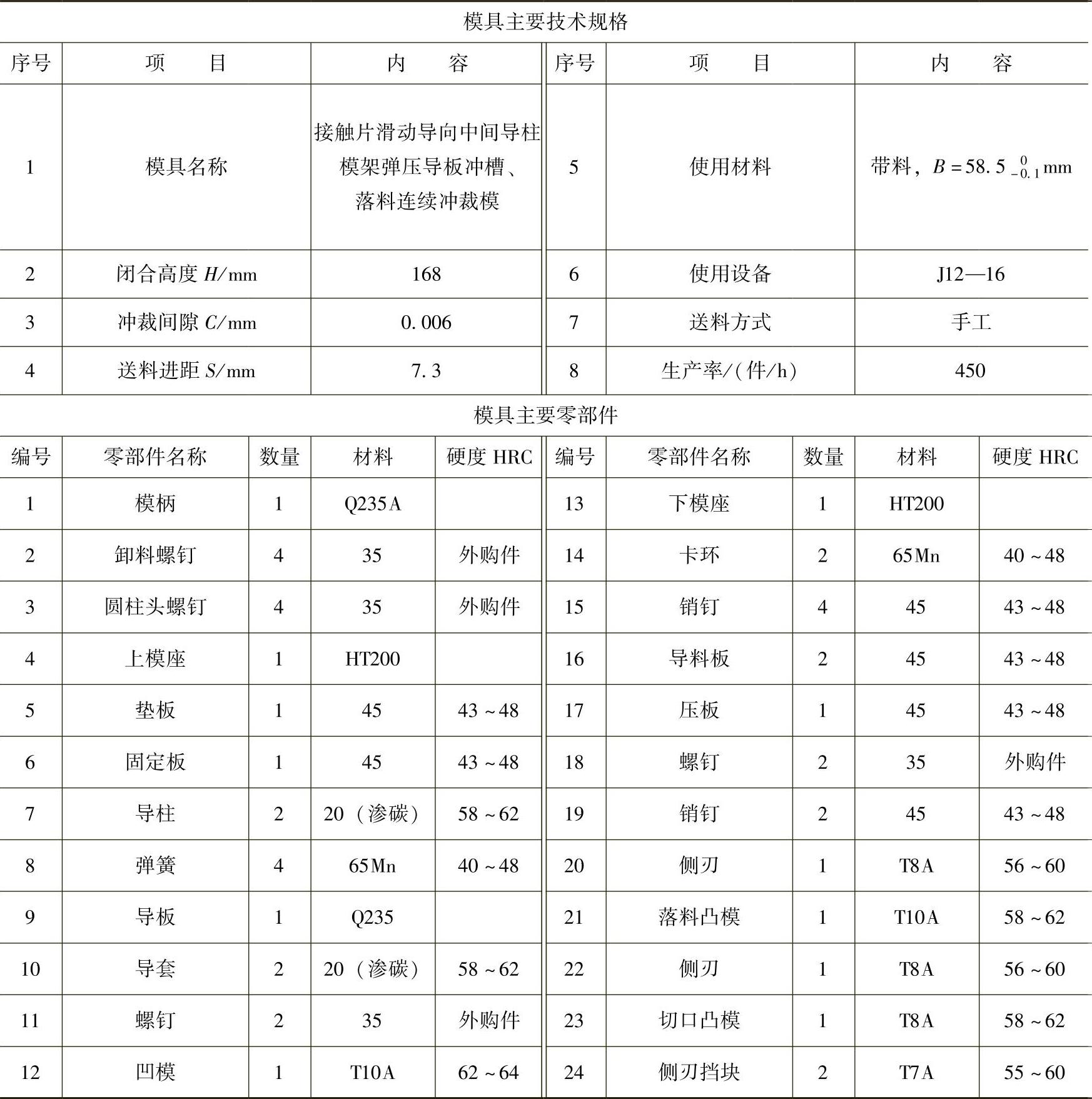
(2)模具主要技术规格及零部件(表1-61)
表1-61 模具主要技术规格及零部件
(3)分析说明(https://www.xing528.com)
料厚t=0.1~0.5mm的超薄板冲裁件的冲制,最大的难题之一是设计何种冲模结构保证具有微小冲裁间隙的凸模与凹模的对准导向,并使冲压件平整、不变形。图1-61所示接触片滑动导向中间导柱模架弹压导板冲槽、落料连续冲裁模,便是经常采用的一种实用典型结构形式。长期使用的结果证明,该结构不仅制模工艺性好,冲压精度高,刃磨修理也十分方便。
由于冲压件料厚t=0.15mm,冲裁间隙按GB/T16743—2010《冲裁间隙》规定,取单边冲裁间隙C=4%t=0.006mm,而一般滑动导向高精度Ⅰ级导柱摸架,其导柱导套配合后的间隙为0.01~0.16mm,无法满足冲裁凸模与凹模的对准导向要求。在这种情况下,要满足冲裁凸模对凹模的导向,模架导柱与导套的配合间隙必须小于冲裁间隙,而且,只有模架的导柱与导套的配合间隙小于冲裁间隙的一半才能有效导向。采用图1-61所示弹压导板即弹压卸料导板式结构冲模,可以解决冲压料厚仅0.15mm的超薄板冲裁时凸模对准凹模的精准导向问题。该冲模的在结构设计上采取了以下几点技术措施:
1)采用加厚模座、加粗导柱的加强型模架。
2)上模芯嵌装在上模座的中心沉槽中,确保模芯与模座具有零误差同轴度。
3)导板9挂装在模架导柱上,通过带压簧8的卸料螺钉2与上模座4联接。
4)导板9中心下面装有导向压板17。其模孔与凸模按基轴制h5/H6配合或无间隙滑配合制造。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。