



(1)模具图(图1-59)
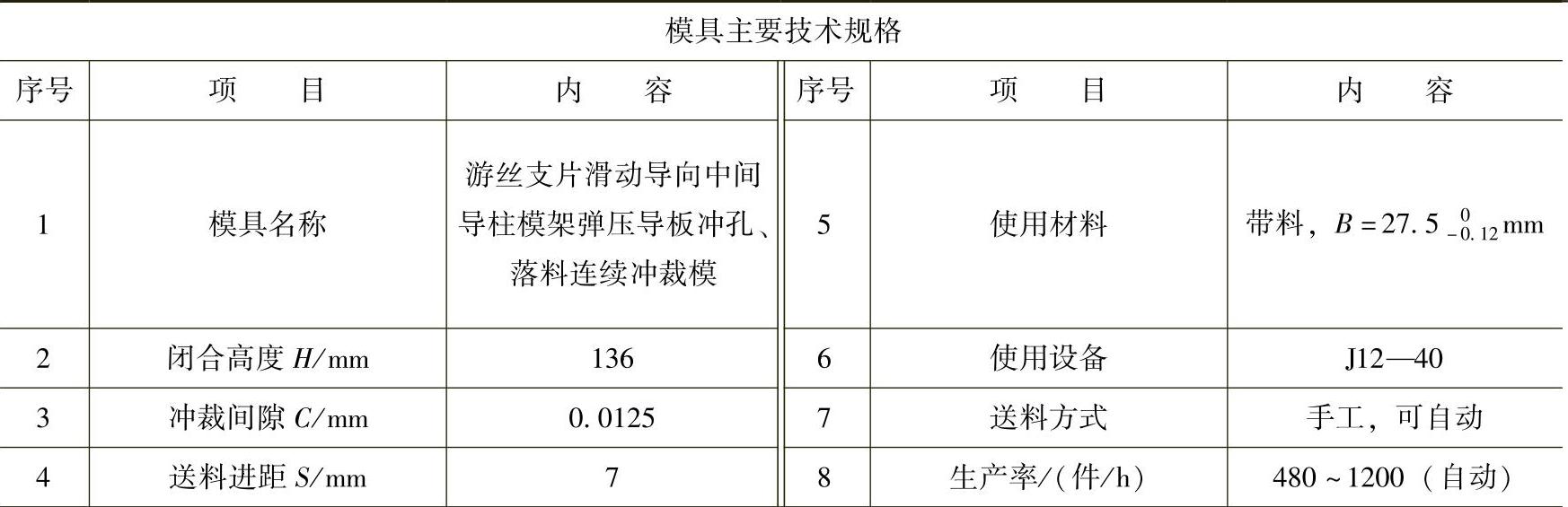
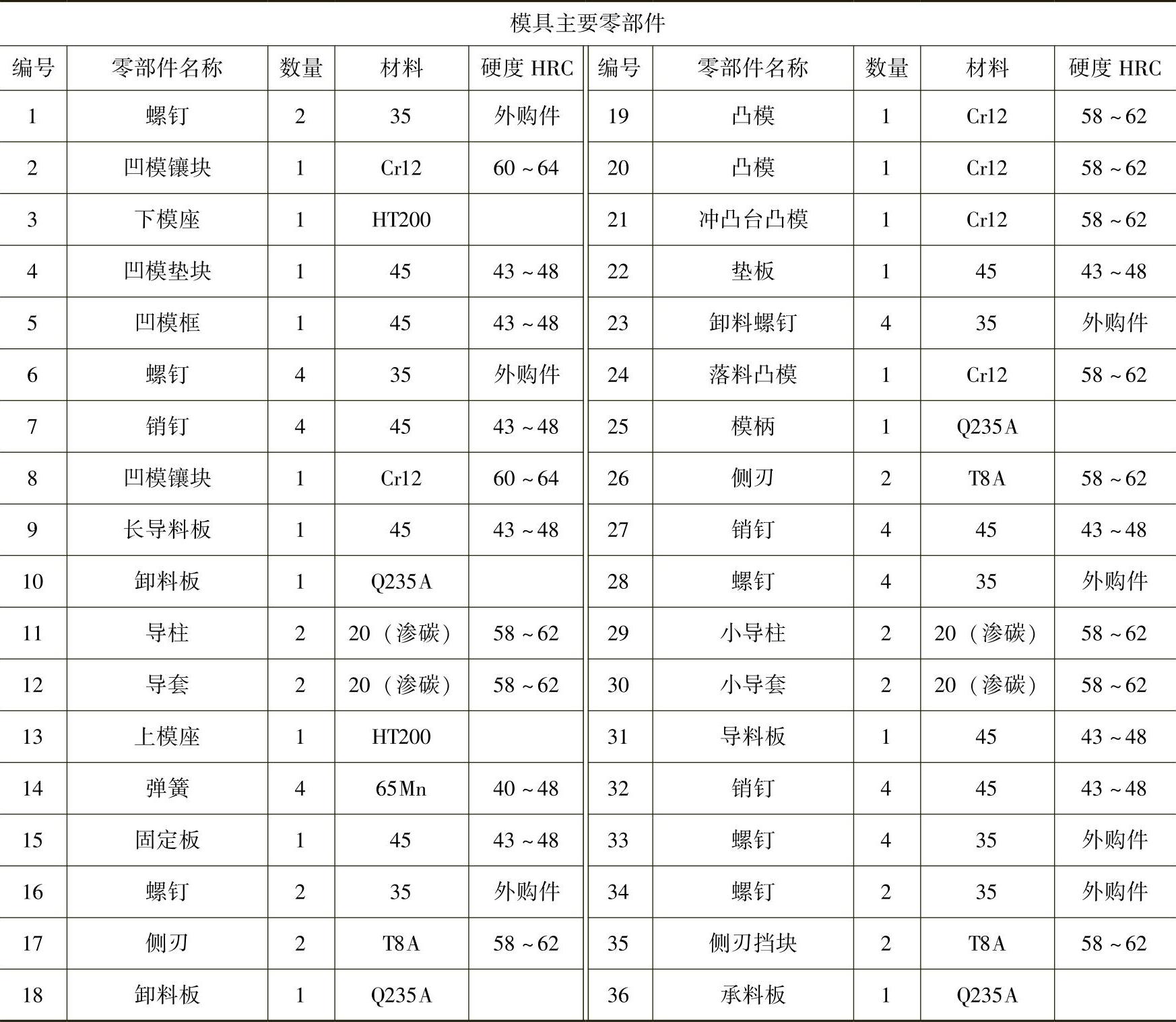
(2)模具主要技术规格及零部件(表1-59)
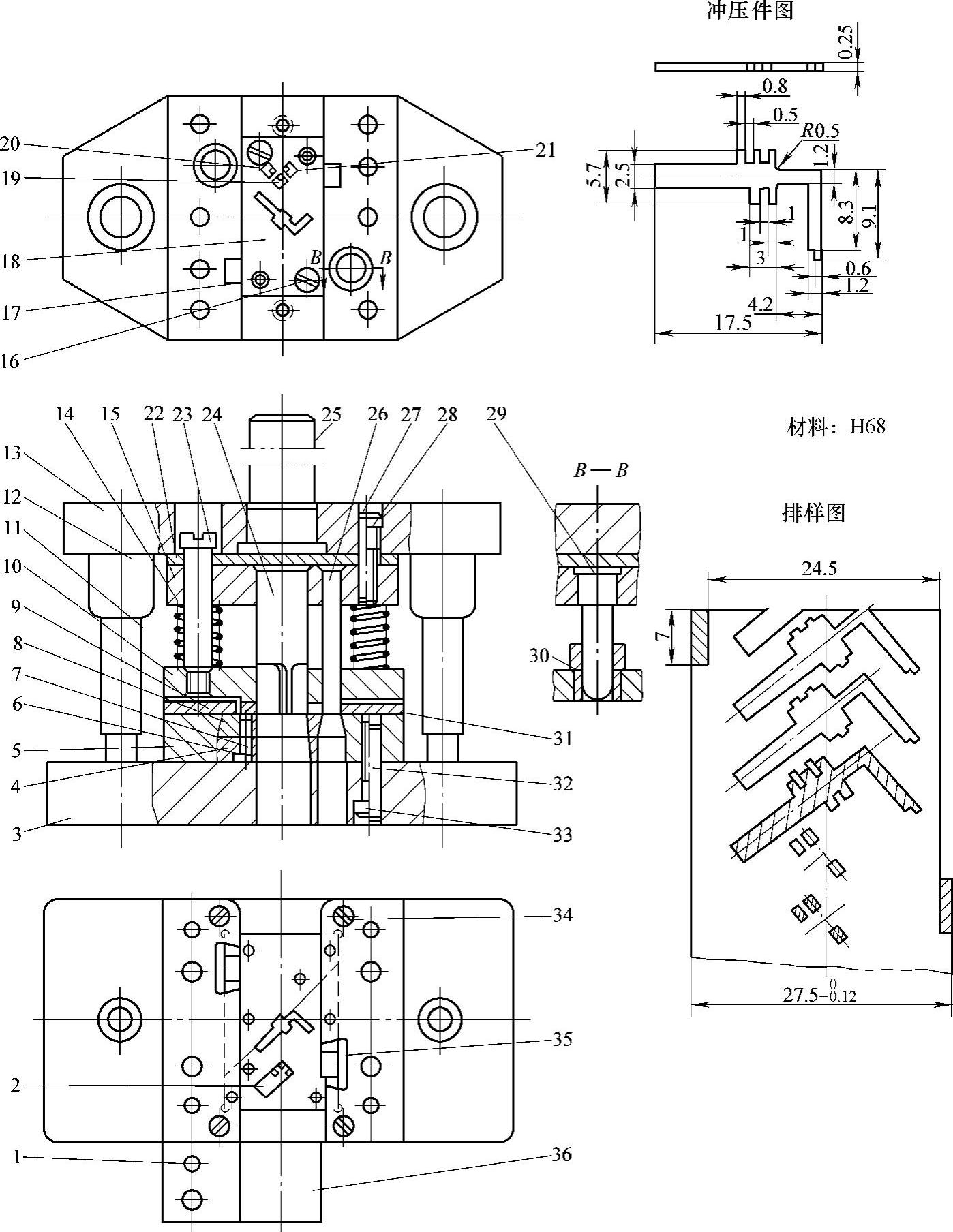
图1-59 游丝支片滑动导向中间导柱模架弹压导板冲孔、落料连续冲裁模
表1-59 模具主要技术规格及零部件
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图1-59所示为游丝支片弹压卸料导板式三工位连续冲裁模,是与图1-57结构不同的另一种常用结构形式:在卸料板上装小导套与上模固定板上装的小导柱组合为模芯导向。该冲压件为料厚仅0.25mm的冷轧H68黄铜带料电能表游丝支片,总体形式是L形。虽然宽度不相等,仍然以倾斜45°排样,有利于节省材料。由于冲压件结构复杂,细小凸台多达6处,尺寸精度一般,但局部凸台尺寸都很小,最小凸台尺寸(高×宽)为0.8mm×0.6mm,连续三个凸台处,中间凹口仅为0.5mm,而冲压件料厚t=0.25mm。要冲裁这种形状复杂的超薄料冲裁件,应在排样中给出足够的搭边与沿边,采用有沿边、有搭边的有废料冲裁。排样采用分工位分切组合法,先冲出冲压件中部的小凸台与组合小凹口,最后一次落料成完整冲裁件。这种排样方法可以使冲压件复杂的外廓分解成多个规则形状的孔形,提高冲模制造的工艺性,也便于凸模、凹模的镶拼组合与加工。
该冲模采用Ⅰ级高精度滑动导向导柱模架,弹压卸料板上带有对角布置的小导柱。根据冲压材料,按GB/T16743—2010《冲裁间隙》取Ⅰ类小间隙,其单边冲裁间隙,C=5%t=0.0125mm,小导柱与小导套的配合间隙,Z≤0.0125mm,小导柱与小导套的配合间隙Z≤0.006mm,才能保证其间隙的准确一致。
为了提高制模精度,确保修模及更换易损件方便,设计采用镶拼组合凹模结构,将冲小凸台凹口的凹模做在一个镶块上,嵌装在凹模框上,更换十分方便。导板上的模孔与匹配凸模一律按基轴制,采用无间隙滑配。
由于冲压件排样送料进距很小,S=7mm。在连续冲裁的情况下,冲孔凹模刃口距落料凹模刃口太近。为了提高凹模强度,在两工作工位之间加上空挡工位。
该冲件料薄、尺寸小,在连续冲裁中关键要确保送料进距误差波动要小,这是保证冲压精度的前提。为此,采用了两个矩形侧刃组,错开布置于送进条料的两边,从严控制送料进距S=(7±0.15)mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。