



【摘要】:模具图模具主要技术规格及零部件图1-53 焊片滑动导向中间导柱模架冲孔、切废、冲孔、落料连续冲裁模表1-53 模具主要技术规格及零部件分析说明图1-53所示为焊片滑动导向中间导柱模架冲孔、切废、冲孔、落料连续冲裁模。其冲制的焊片,形状虽不算复杂,但尺寸精度要求较高。为了提高冲压精度并满足冲裁间隙C=0.01mm对模架导向精度的要求,特选用导柱直径d≤30mm的滑动导向Ⅰ级精度模架。因为有十字形切废凸模的支承,卸料板可稳定地对凸模导向。
(1)模具图(图1-53)
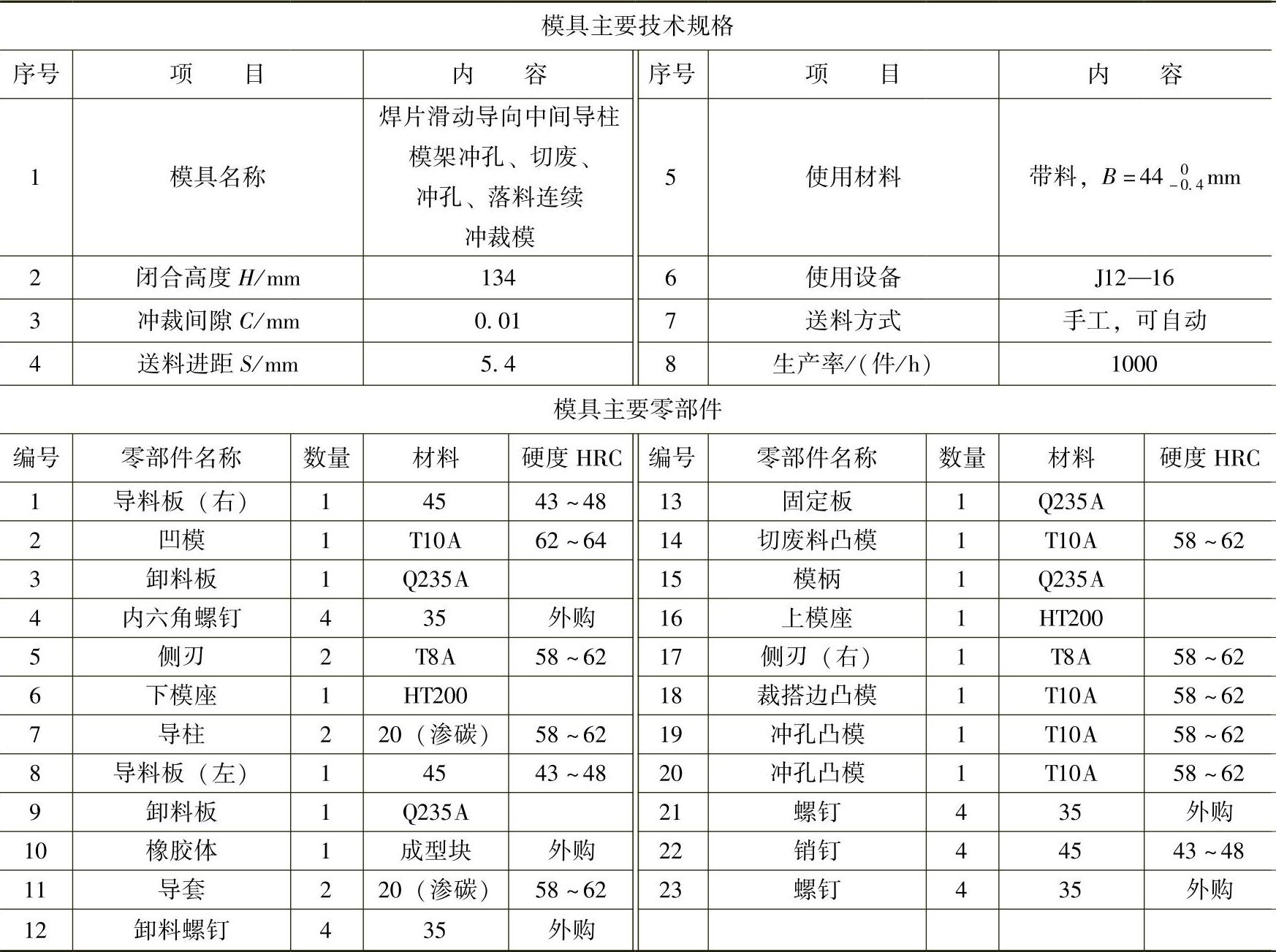
(2)模具主要技术规格及零部件(表1-53)
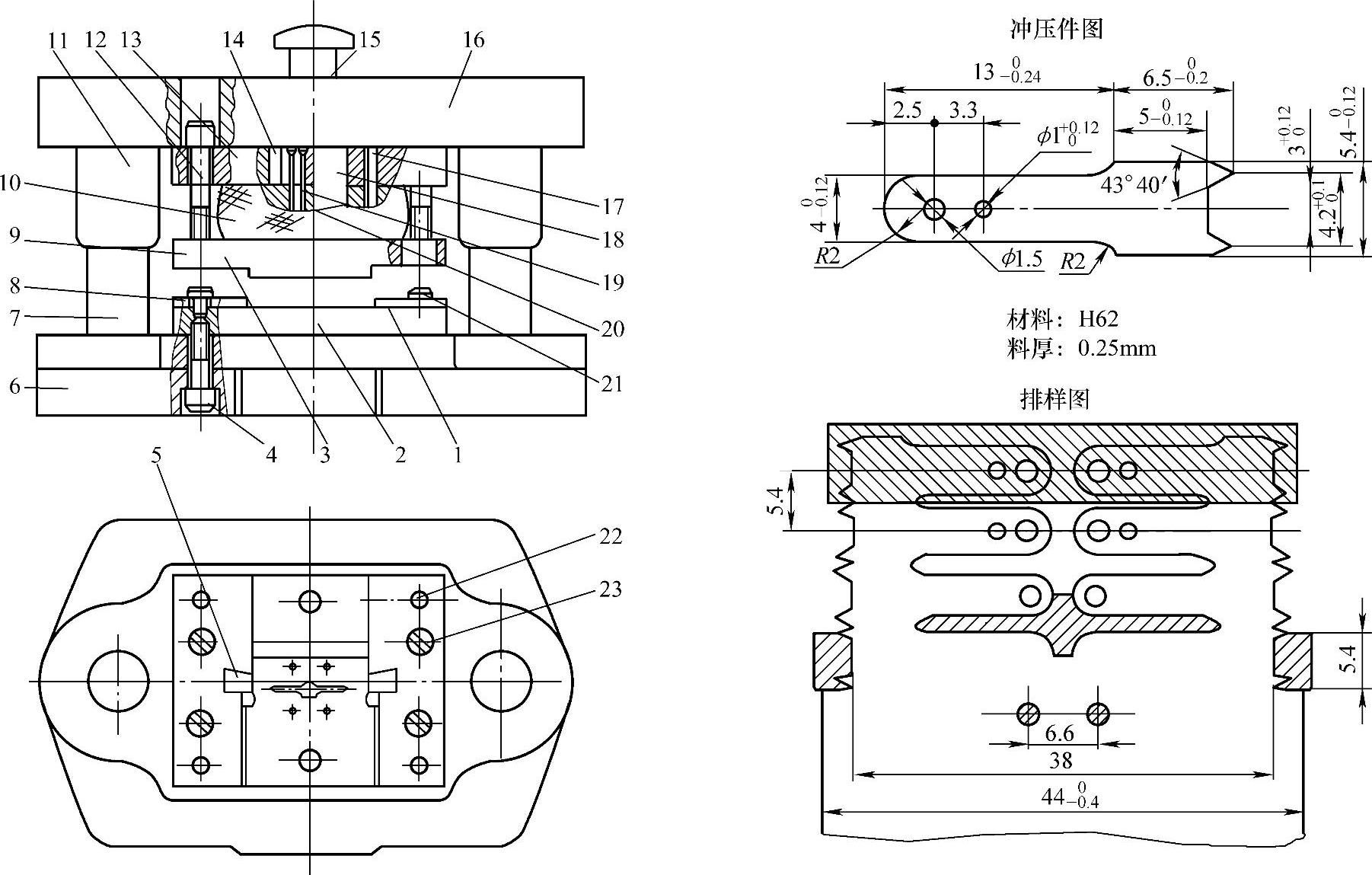
图1-53 焊片滑动导向中间导柱模架冲孔、切废、冲孔、落料连续冲裁模
表1-53 模具主要技术规格及零部件
(3)分析说明
图1-53所示为焊片滑动导向中间导柱模架冲孔、切废、冲孔、落料连续冲裁模。其冲制的焊片,形状虽不算复杂,但尺寸精度要求较高。冲压件使用的原材料为H62黄铜带,料厚仅0.25mm,凸模与凹模之间的单边冲裁间隙为4%t=0.01mm。为了提高冲压精度并满足冲裁间隙C=0.01mm对模架导向精度的要求,特选用导柱直径d≤30mm的滑动导向Ⅰ级精度模架。模芯采用橡胶为弹性元件的弹压卸料结构。由于送料进距很小(S=5.4mm),而入模料宽达B=440-0.4mm,采用纵向送进、中间导柱模架更合适。(https://www.xing528.com)
该冲压件的排样图没计体现了节省材料、又好又快、优质高产的原则与特征。
1)用成形侧刃冲切冲压件端部尖齿并节制送料,控制进距。
2)采用并排对头直排,实现有沿边、无搭边排样。
3)用裁搭边法切除结构废料。
4)改卸料板为浮动导板,用加厚卸料板的方法制出对小孔凸模精准导向的模孔。因为有十字形切废凸模的支承,卸料板可稳定地对凸模导向。
5)由于细小凸模杆部加粗并获得导板的全方位横向支承,工作稳定,冲压精度高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。