



【摘要】:倒装结构连续冲裁模,由于凸模全装在下模,冲孔废料和冲裁件都要模上推卸。与采用固定卸料顺装式连续冲裁模相比,这类倒装结构冲模采用弹压卸料板,可将条料压平冲裁,消除板料轧制后必然存在的轧制拱弧或卷圆拱弧,冲裁件较平整,冲压精度也有所提升。图1-42 转臂滑动导向后侧导柱模架倒装式弹压卸料冲孔、落料连续冲裁模表1-42 模具主要技术规格及零部件(续)
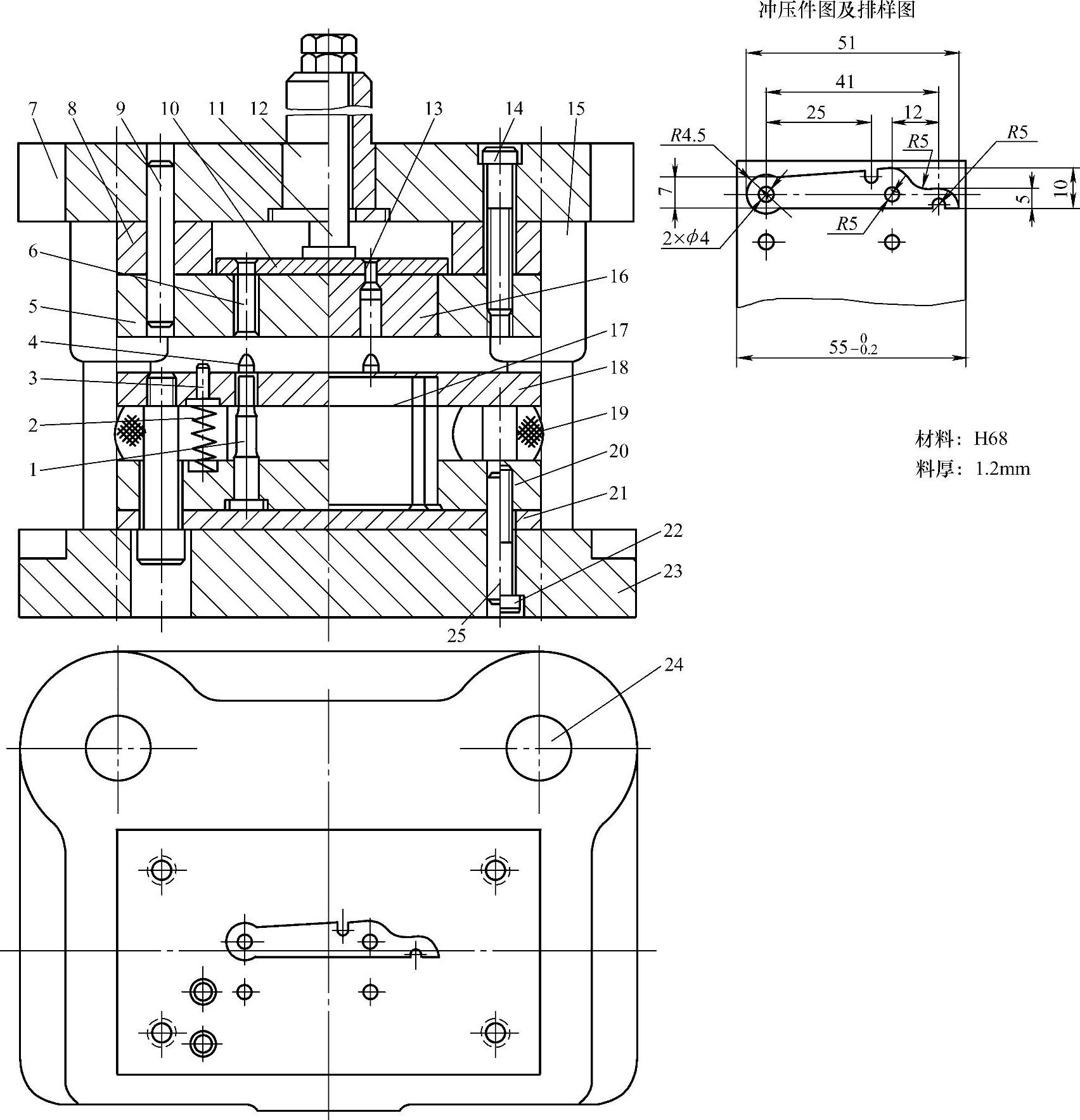
(1)模具图(图1-42)
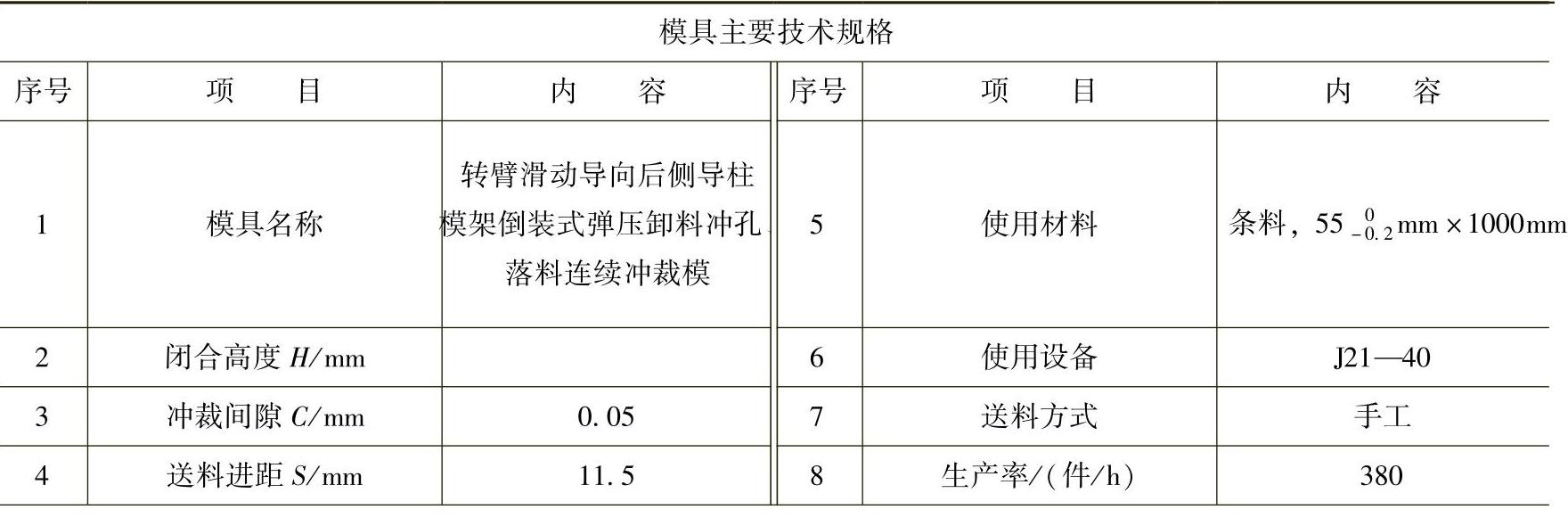
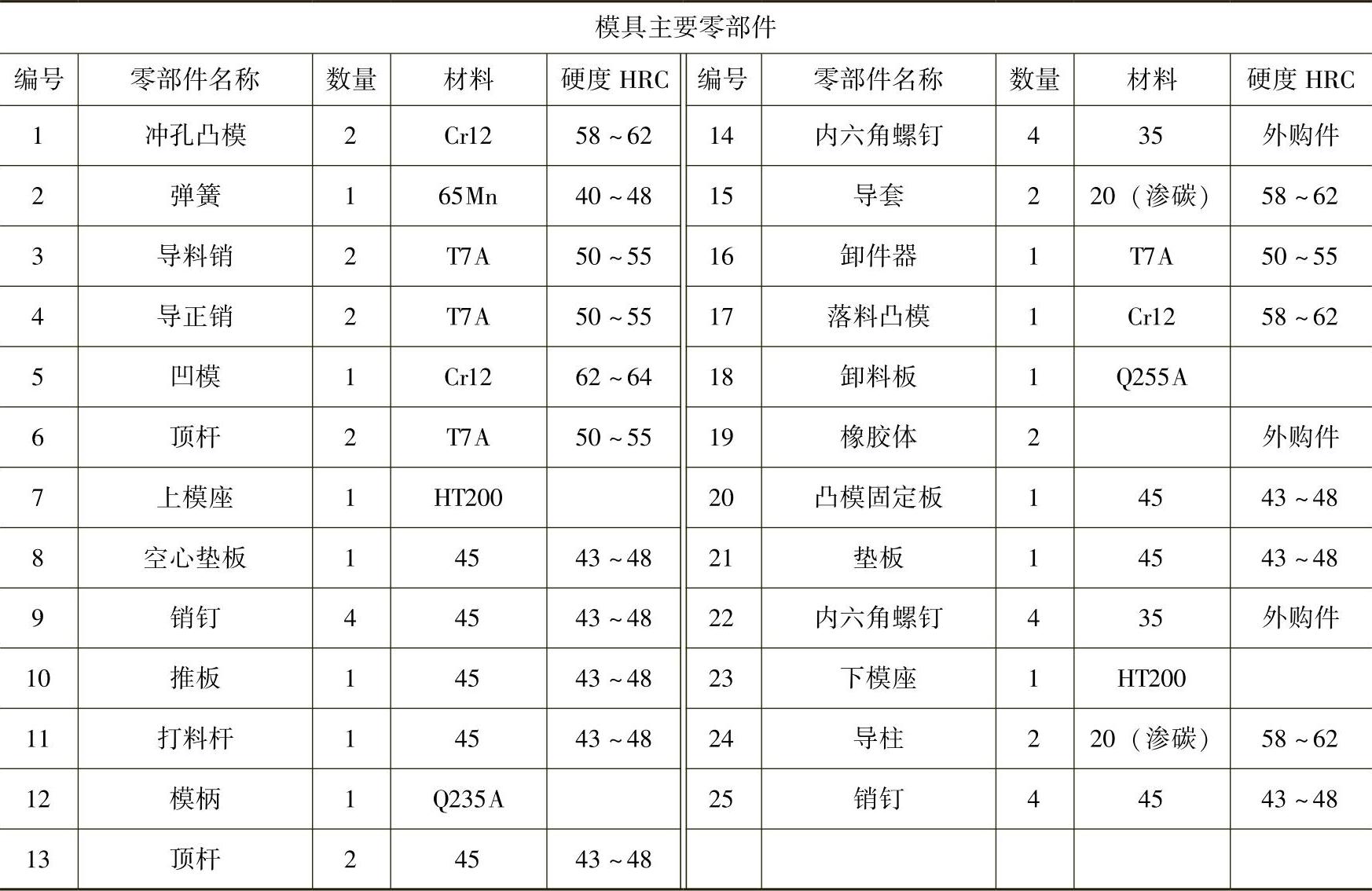
(2)模具主要技术规格及零部件(表1-42)
(3)分析说明
图1-42所示为转臂滑动导向后侧导柱模架倒装式弹压卸料冲孔、落料连续冲裁模。该冲模采用连续冲裁模不常用的倒装式结构,即将凹模装在上模,而将凸模装在下模。冲压时,用凹模下行合模进行冲裁,而凸模则固定在下模座上不动,与一般连续冲裁模结构相反,故称之为倒装式。冲压时,条料贴着导料销3在卸料板表面上送入。由于在卸料板表面可以清楚地看清各模孔位置、无需始用挡料装置、挡料销节制送料进距,凭肉眼即可将条料准确送入到位,只用在落料凸模上装上导正销,校准落料工位送料进距即可连续冲裁,因此,可以省去送料定位机构,简化冲模结构。
倒装结构连续冲裁模,由于凸模全装在下模,冲孔废料和冲裁件都要模上推卸。采用压缩空气吹卸出件比较方便,也不会影响冲模连续运作。对于没有压缩空气供应的冲压车间或冲压场地,要在冲模上或压力机上安装自动拨件器,按压力机连续冲压的节拍速率,同步协调运作。
与采用固定卸料顺装式连续冲裁模相比,这类倒装结构冲模采用弹压卸料板,可将条料压平冲裁,消除板料轧制后必然存在的轧制拱弧或卷圆拱弧,冲裁件较平整,冲压精度也有所提升。同时,冲孔废料及形状复杂的冲裁件,都不会在凹模洞口中积存,对提高模具寿命十分有利,不需要为凹模相近两工位刃口壁厚过小而担心其强度不足。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-42 转臂滑动导向后侧导柱模架倒装式弹压卸料冲孔、落料连续冲裁模
表1-42 模具主要技术规格及零部件
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。