



【摘要】:模具图图1-36 法兰滑动导向对角导柱模架热冲厚钢板固定卸料冲孔、落料二工位连续冲裁模模具主要技术规格及零部件表1-36 模具主要技术规格及零部件分析说明图1-36所示为厚度达20mm的结构钢材质空气冷却器法兰用滑动导向对角导柱模架热冲厚钢板固定卸料冲孔、落料连续冲裁模。在冲裁料厚不变的情况下,将厚钢板加热至600℃,冲裁力比常温下降低近50%。
(1)模具图(图1-36)
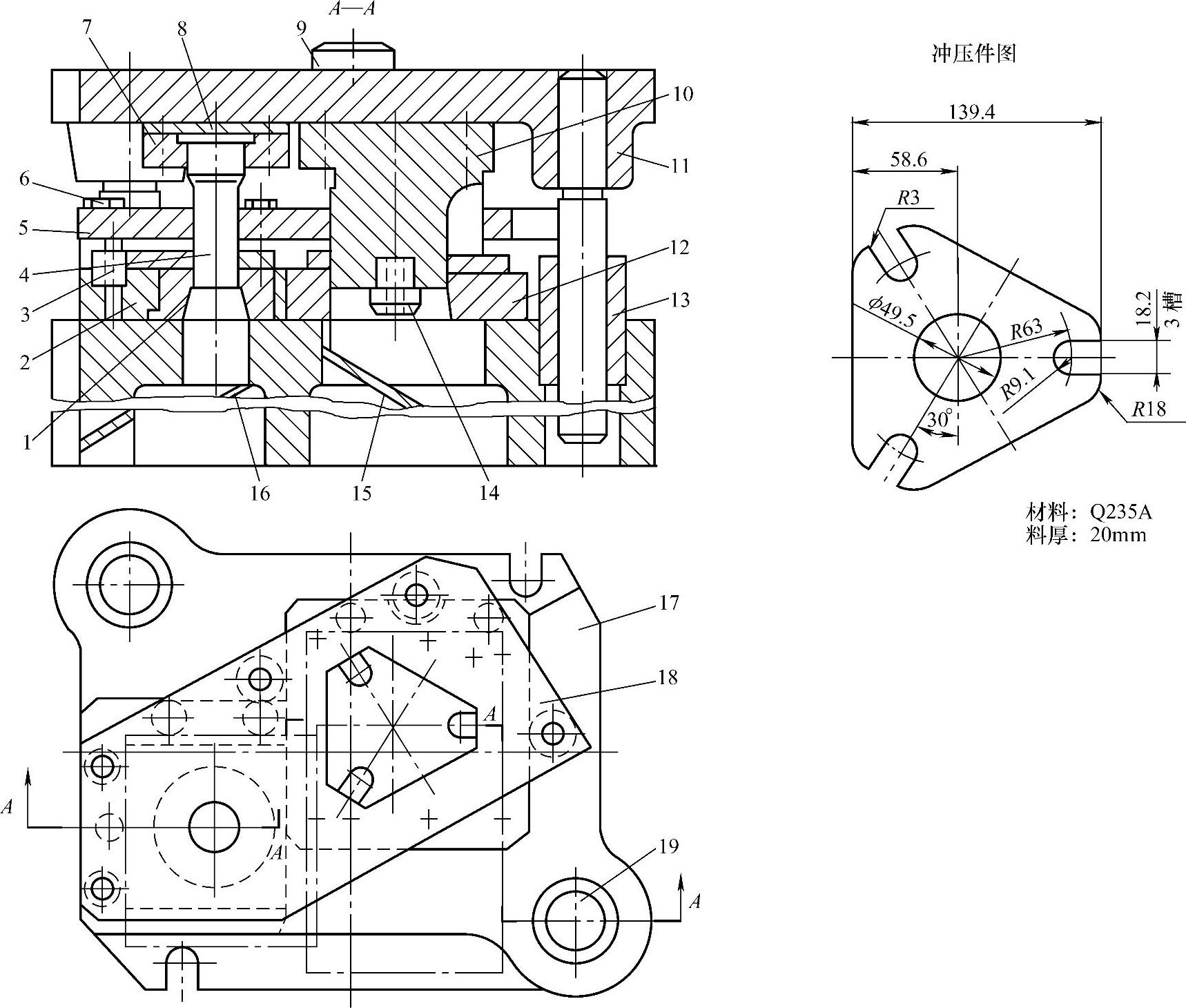
图1-36 法兰滑动导向对角导柱模架热冲厚钢板固定卸料冲孔、落料二工位连续冲裁模
(2)模具主要技术规格及零部件(表1-36)
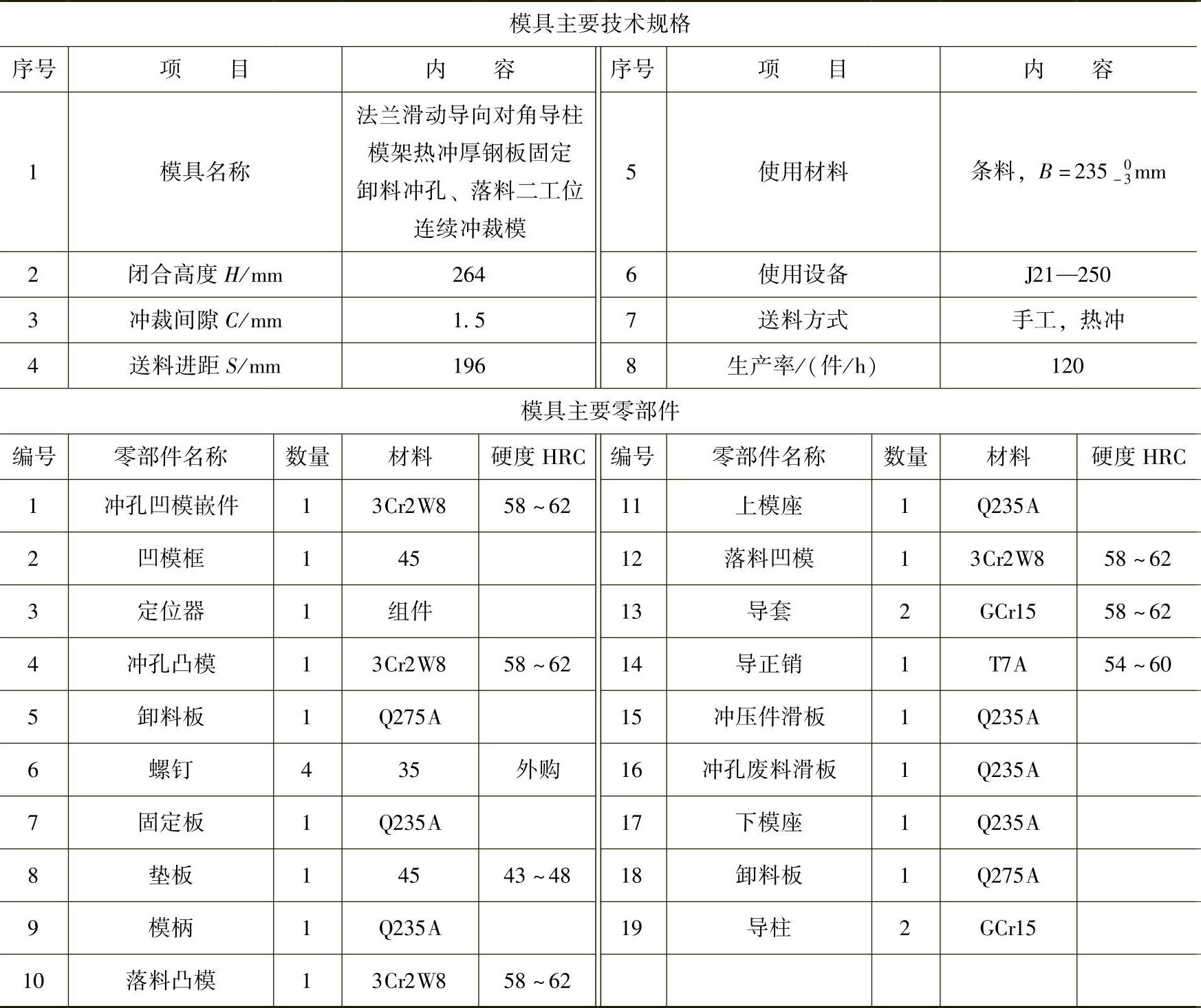
表1-36 模具主要技术规格及零部件
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图1-36所示为厚度达20mm的结构钢材质空气冷却器法兰用滑动导向对角导柱模架热冲厚钢板固定卸料冲孔、落料连续冲裁模。在普通金属板料冷冲压过程中,当冲裁钢板料厚t>10mm时,为减小冲裁力,降低所需冲压设备吨位及冲模负荷,大多采用斜刃口、冲孔与落料凸模台阶式布置、热冲等几种方法冲裁厚板。但前两种方法冲件质量不高,安全风险大,模具结构趋于复杂,使用较少,而热冲厚钢板则得到广泛应用。
图1-36所示冲裁件材料为Q235A普通碳素结构钢,常温下强度高达σb=440~470MPa;加热至800℃,其σb降至90MPa;加热到600℃,σb=240MPa。冲裁力与冲裁材料的σb、料厚t成正比。在冲裁料厚不变的情况下,将厚钢板加热至600℃,冲裁力比常温下降低近50%。
该模具结构简单,但注意尽可能加大模具工作区的散热空间。其整体结构采用加厚模座、加长导柱的加强型钢板模架,采用固定卸料结构。落料凸模10端面上装有导正销14,确保工件内孔与外形具有更好的同轴度。下模座导套13特意加长,使冲模达到最大开启高度时,导柱仍有约导柱直径大小的一段长度滞留在导套中,不仅使冲模全行程导向,且具有更好的刚度和稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。