



【摘要】:4)冲孔凸模压装在固定板内的长度应大于凸模总长度的25%,而凸模工作段插入卸料板时要靠其杆部与卸料板的配合实现对冲孔凸模精准导向,见模具图。5)由于连续冲裁,模座要承受连续冲击的高强度载荷,容易使铸铁模座产生疲劳裂纹。为此,一般应采用加厚模座的加强型模架。图1-30 垫板滑动导向对角导柱模架固定卸料冲孔切头、落料连续冲裁模表1-30 模具主要技术规格及零部件(续)
(1)模具图(图1-30)
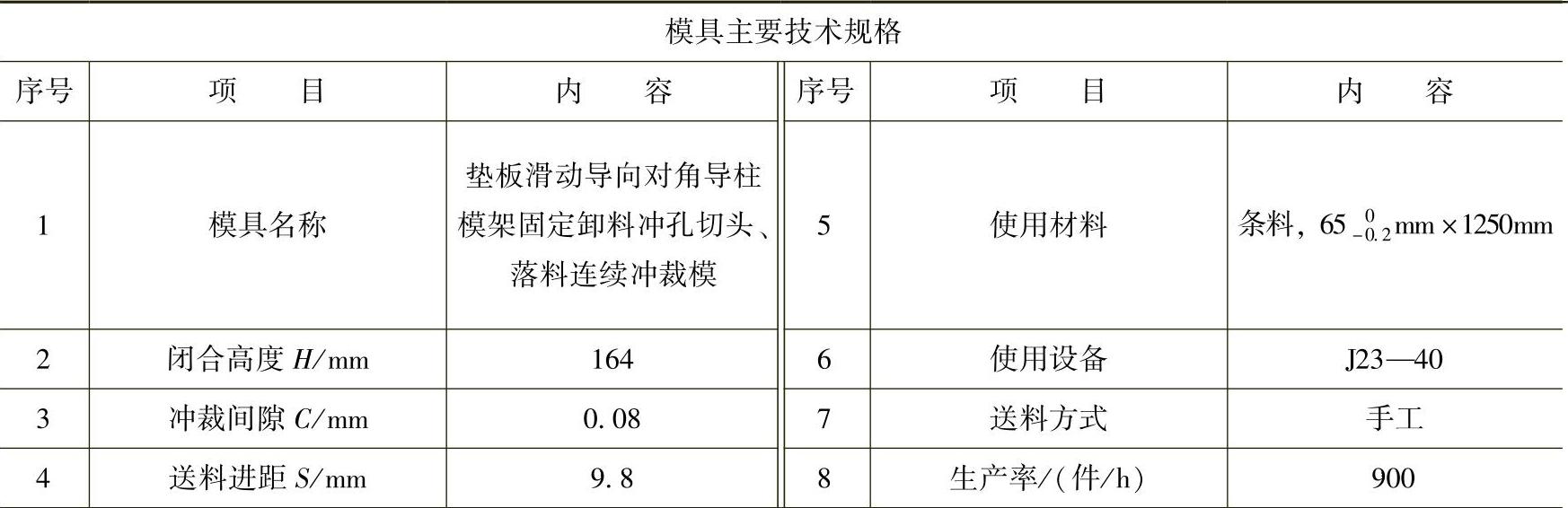
(2)模具主要技术规格及零部件(表1-30)
(3)分析说明
图1-30所示为垫板滑动导向对角导柱模架固定卸料冲孔切头、落料连续冲裁模。其主要结构特点表现在以下几个方面:
1)采用双列并排有沿边、有搭边排样,进行有废料连续冲裁,通过双列同时完成冲孔切头、落料两个工步,一模两件冲制,效率高。
2)冲压件窄而长,双列并排后使用条料宽度达650-0.2mm,但送料进距仅为9.8mm,故采用纵向送料结构。
3)冲孔凸模在t=2mm的钢板上冲ϕ3.6mm的孔,应对凸模进行加固设计。该冲模对细长凸模杆部加粗,仅保持凸模刃口工作段,为冲ϕ3.6mm孔需要的凸模直径,其有效长度约为凸模总长度的20%~25%。
4)冲孔凸模压装在固定板内的长度应大于凸模总长度的25%,而凸模工作段插入卸料板时要靠其杆部与卸料板的配合实现对冲孔凸模精准导向,见模具图。(https://www.xing528.com)
5)由于连续冲裁,模座要承受连续冲击的高强度载荷,容易使铸铁模座产生疲劳裂纹。为此,一般应采用加厚模座的加强型模架。

图1-30 垫板滑动导向对角导柱模架固定卸料冲孔切头、落料连续冲裁模
表1-30 模具主要技术规格及零部件
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。