



【摘要】:模具图模具主要技术规格及零部件分析说明图1-29所示为角垫滑动导向中间导柱模架固定卸料冲孔、落料连续冲裁模。该冲模冲制的角垫,形状简单,精度一般。为简化冲模结构并提高制模工艺性,结构设计采取了以下措施:1)双列排样,单列分次连续冲裁,可减小模具尺寸,减小冲压力并节省制模材料。5)送料定位系统采用始用挡料装置6、固定挡料销4并配导正销8组成可靠而经济的控制送料定位机构。
(1)模具图(图1-29)
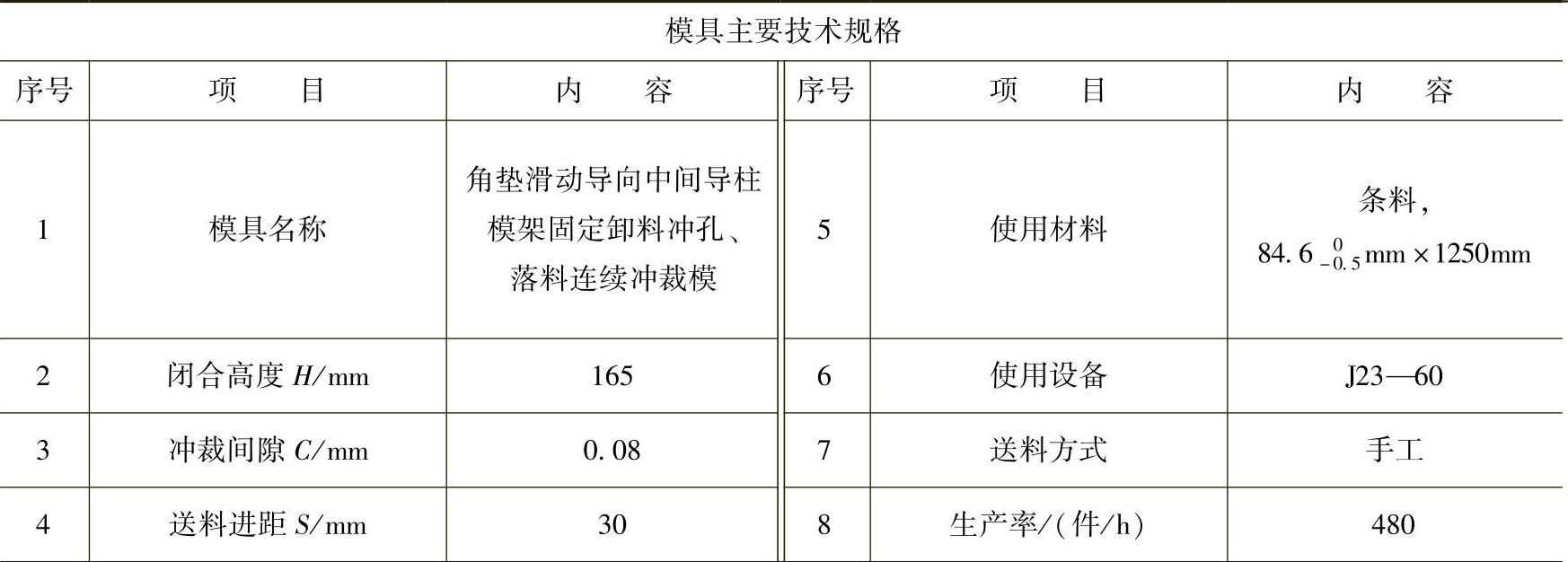
(2)模具主要技术规格及零部件(表1-29)
(3)分析说明
图1-29所示为角垫滑动导向中间导柱模架固定卸料冲孔、落料连续冲裁模。该冲模冲制的角垫,形状简单,精度一般。冲压零件的排样根据其单边梯形的特点,为减少结构废料,采用斜边拼合并排双列排样,每次冲裁一列,第二列要将条料转180°调头冲裁。
为简化冲模结构并提高制模工艺性,结构设计采取了以下措施:
1)双列排样,单列分次连续冲裁,可减小模具尺寸,减小冲压力并节省制模材料。
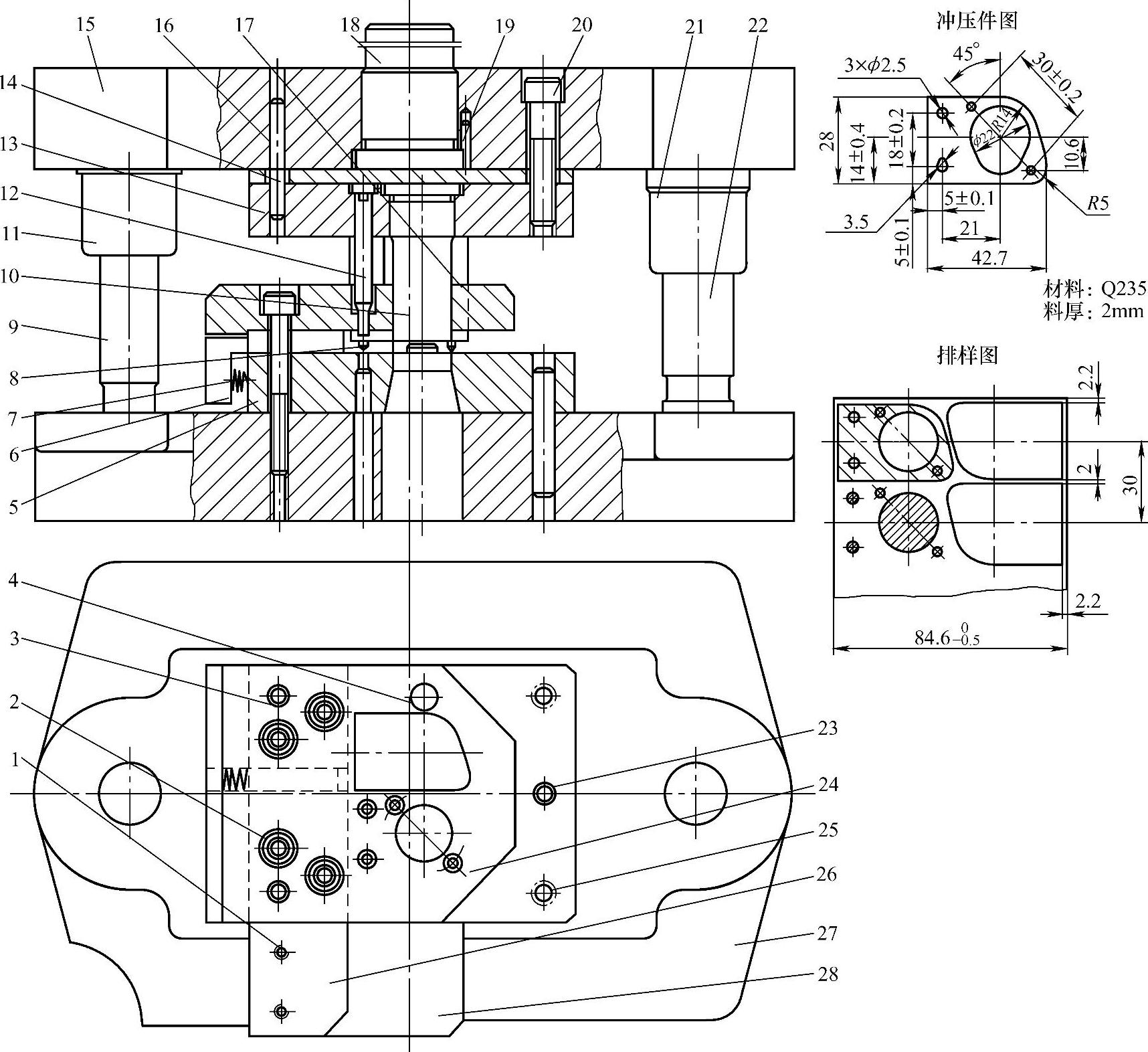
图1-29 角垫滑动导向中间导柱模架固定卸料冲孔、落料连续冲裁模
表1-29 模具主要技术规格及零部件(https://www.xing528.com)
(续)

2)采用悬壁结构卸料板,使双列排样的宽大条料顺畅送料入模。
3)卸料板承载由一般的两边固定的均布载荷变成单边的集中悬臂承载,受力条件恶化,故应加厚并采用高强度结构钢Q275制造。
4)省去了一边的导料板,送进条料必须贴单边导料板送入。送进条料宽度虽不受限制,但考虑调头转180°冲裁时搭边均匀并无歪斜,条料的宽度和长度应按工艺要求从严控制。
5)送料定位系统采用始用挡料装置6、固定挡料销4并配导正销8组成可靠而经济的控制送料定位机构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。