



(1)模具图(图1-26)
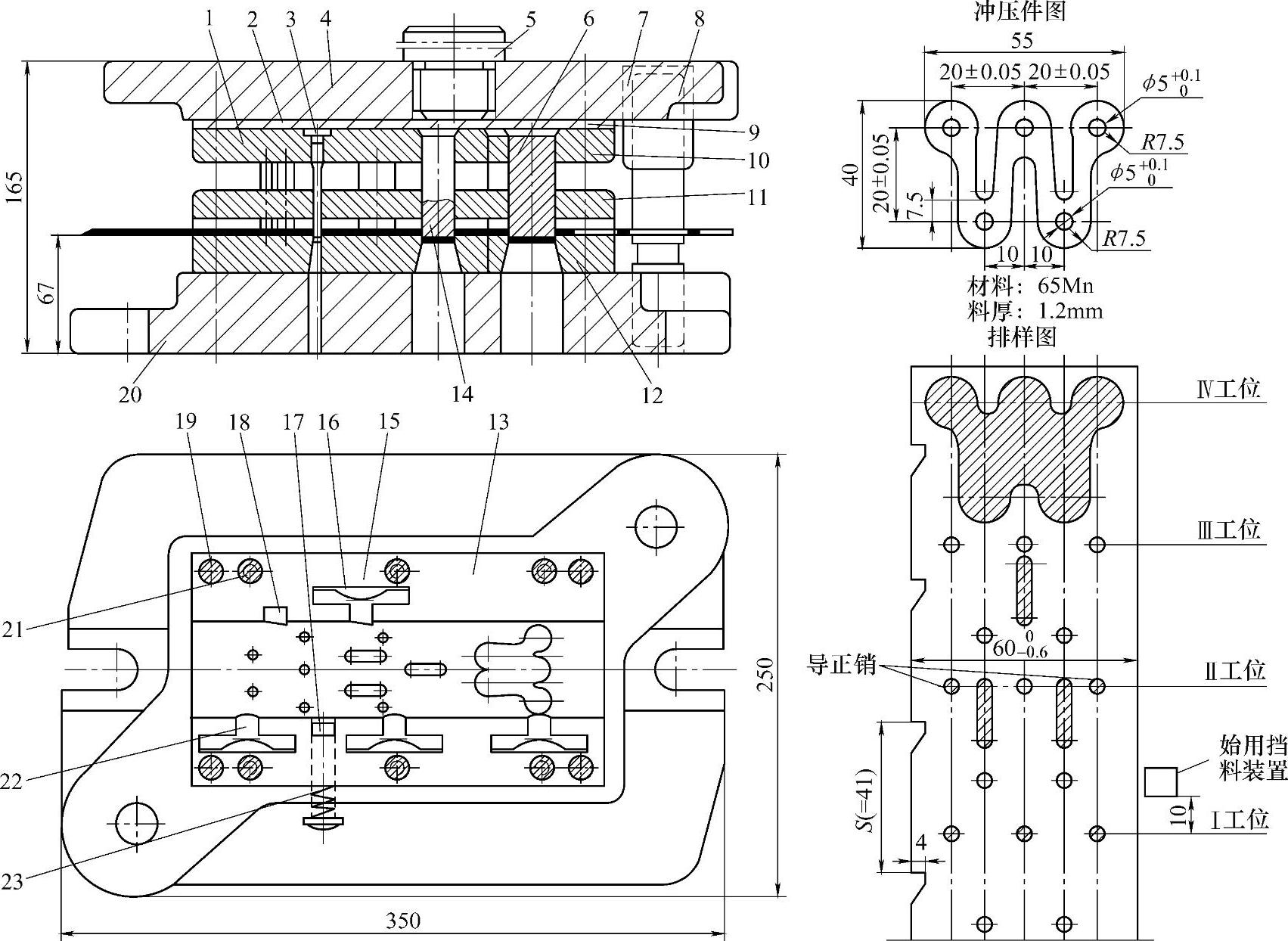
图1-26 锁垫滑动导向对角导柱模架固定卸料连续冲孔、落料连续冲裁模
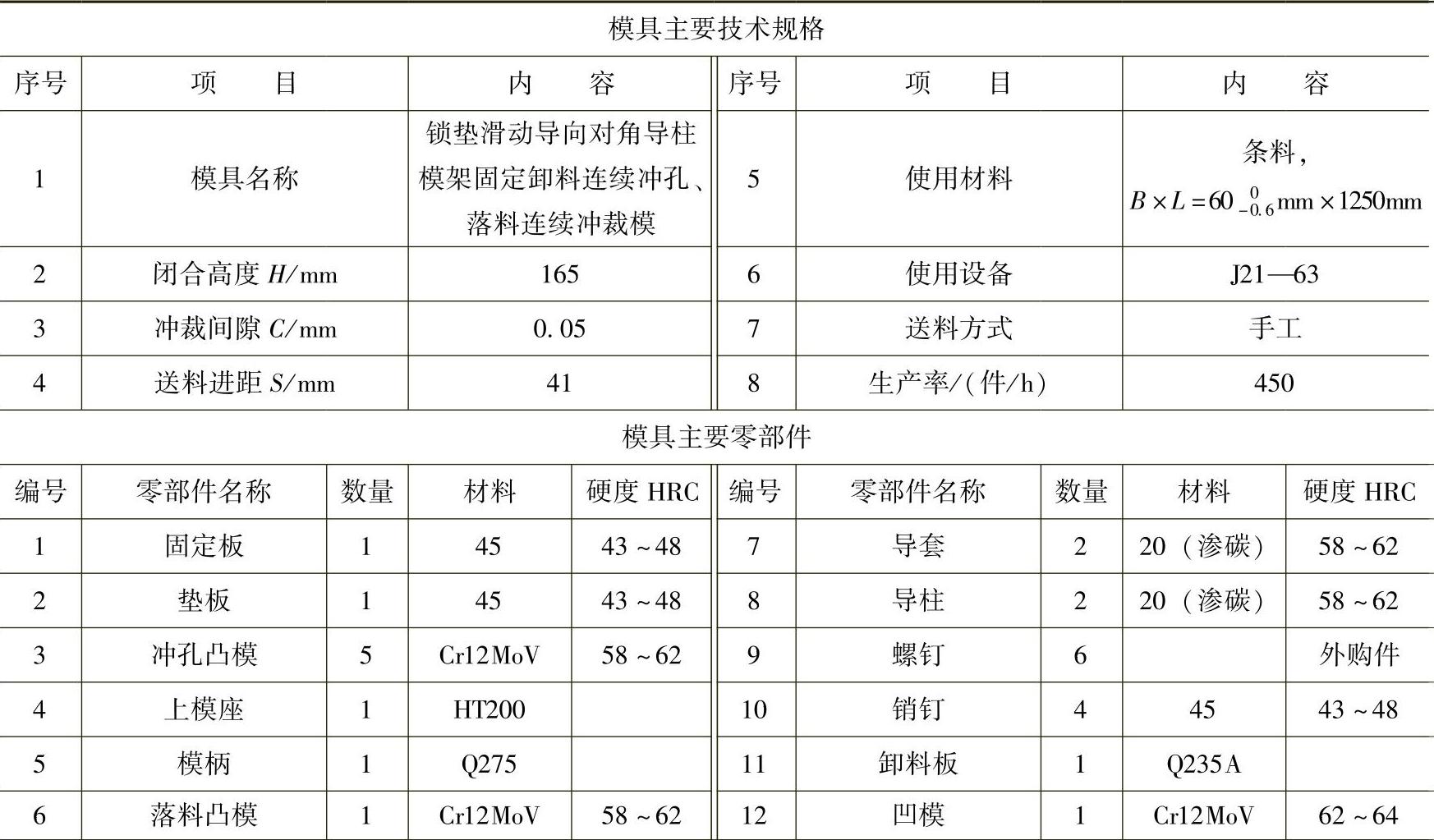
(2)模具主要技术规格及零部件(表1-26)
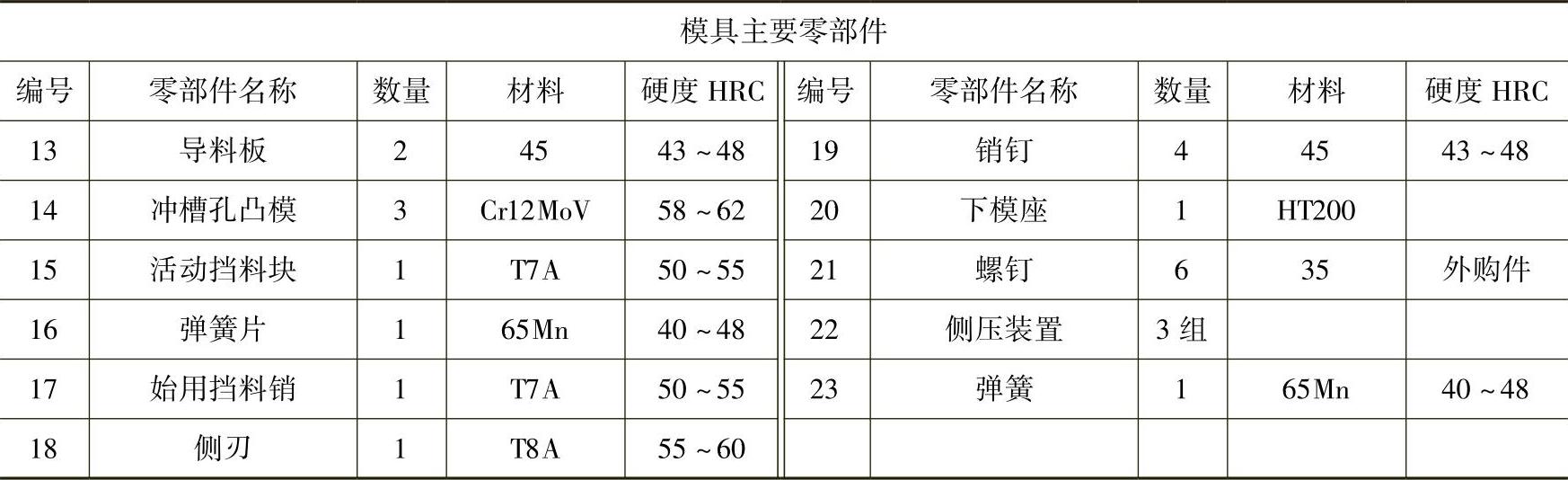
表1-26 模具主要技术规格及零部件
(续)
(3)分析说明(https://www.xing528.com)
图1-26所示为锁垫滑动导向对角导柱模架固定卸料连续冲孔、落料连续冲裁模。该冲压件形状复杂而且尺寸精度要求较高,而零件材料为强度大、硬度高的合金结构钢弹簧钢65Mn。
对冲压件进行工艺分析可知:采用分序多模冲制,不仅效率低,关键是达不到冲压件尺寸与形位精度要求,特别是群孔、群槽孔与外廓的同轴度,允许偏差为(20±0.05)mm的孔距等较难保证。同时,冲压件的一致性及互换性差,会给产品装配带来困难。采用复合冲裁模冲制,冲压件的精度及互换性都可达到更高水平,满足技术要求。但由于群孔直径5mm,长槽凹口宽仅5mm,长达25mm,两槽口间壁厚也仅5mm,而且是三个槽口并排,这给复合冲裁模结构设计与制造都会带来难以克服的困难,复合模寿命无法保证。用多工位连续冲裁模冲制,不仅效率高,而且工件一致性好,互换性强,唯一令人担忧的是,冲压精度如何保证。为此该冲模的结构设计采用如下措施:
1)用侧刃切口控制送料进距,送料进距S=(40±0.05)mm,见图中件18与件15。
2)设导正销校准送料进距偏差达到S=(40±0.05)mm,见排样图第Ⅱ工位。
3)设侧压装置使送进条料紧靠导料板导向一侧,确保送进条料不会歪斜,见图中件22,一式三组。
4)控制入模带料宽度偏差为600-0.6mm。
5)冲压件上的5个ϕ50+0.1mm小孔安排在同一工位,一次同时冲出,孔距公差及孔尺寸偏差均由制模保证。
6)长槽孔3个,在第Ⅱ、Ⅲ两工位冲出,由导正销导正定位(见排样图)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。