



【摘要】:模具图图1-25 座板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模模具主要技术规格及零部件表1-25 模具主要技术规格及零部件(续)分析说明图1-25所示为座板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模。该冲模是导柱模架固定卸料横向送料结构连续冲裁模的典型结构形式,虽然也只有冲孔、落料两个基本工步,但考虑到增强凹模强度,在落料工序之前加了一个空挡工位,构成二工步三工位连续冲裁模。
(1)模具图(图1-25)
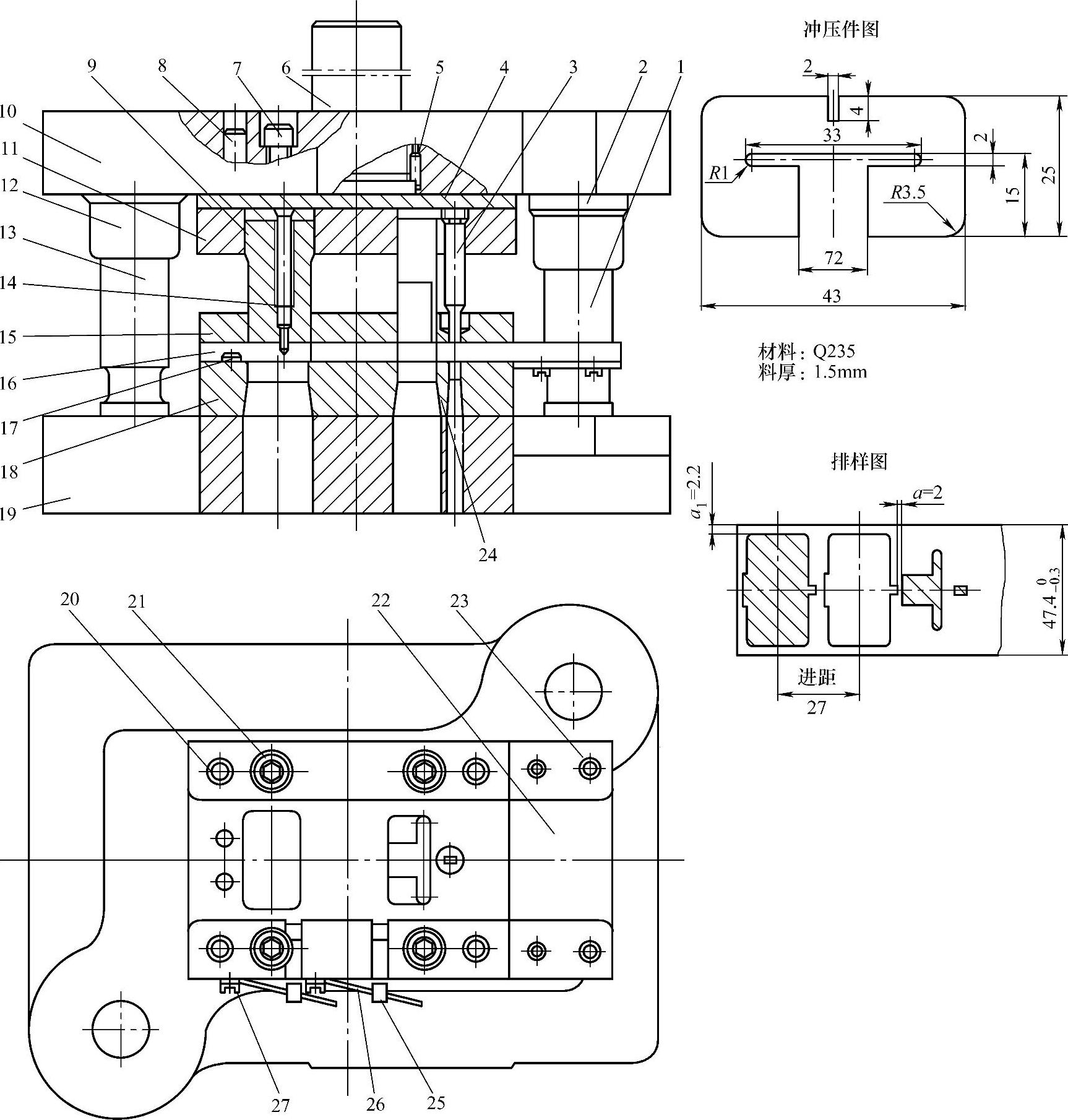
图1-25 座板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模
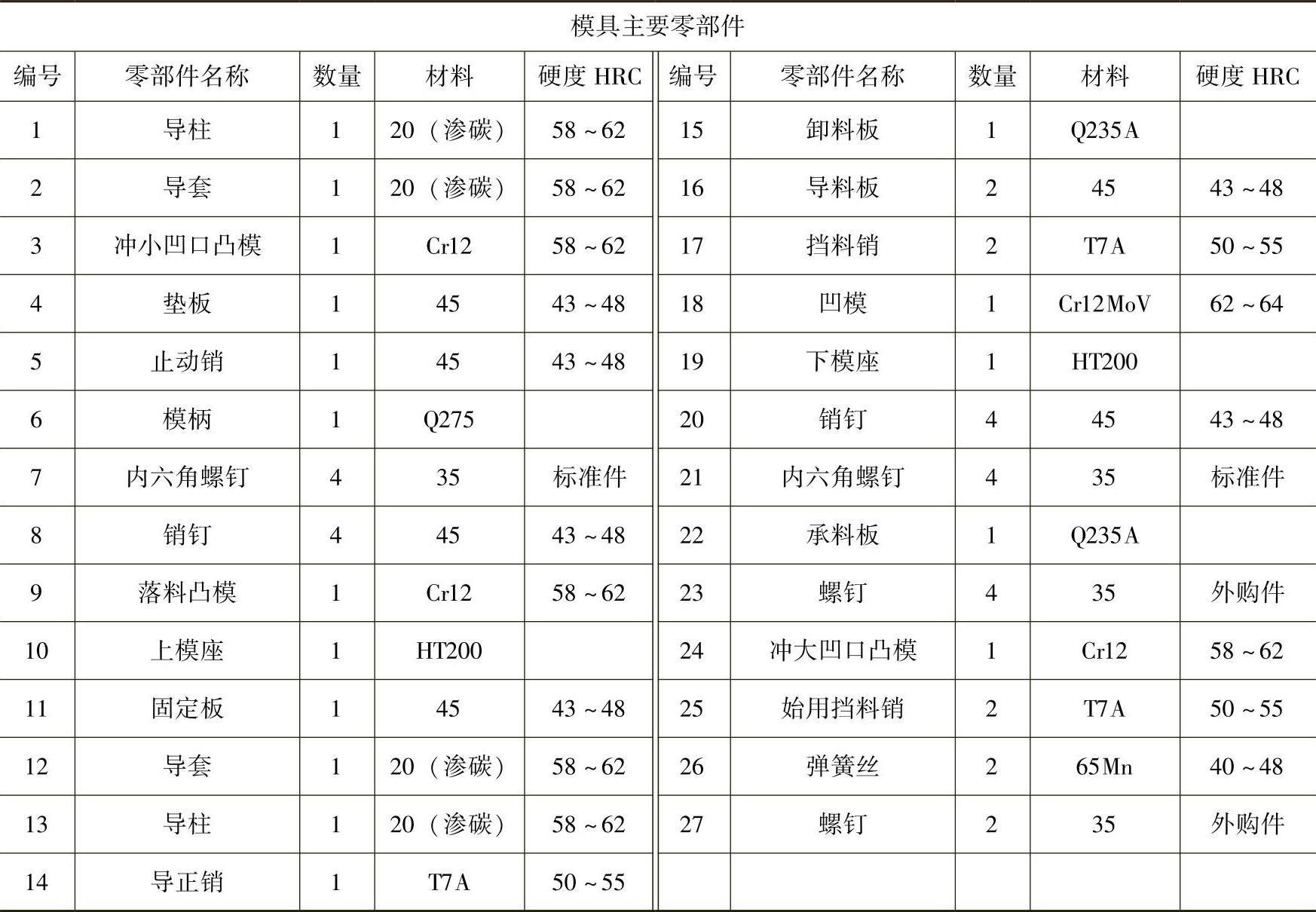
(2)模具主要技术规格及零部件(表1-25)
表1-25 模具主要技术规格及零部件

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(3)分析说明
图1-25所示为座板滑动导向对角导柱模架固定卸料冲孔、落料连续冲裁模。该冲模是导柱模架固定卸料横向送料结构连续冲裁模的典型结构形式,虽然也只有冲孔、落料两个基本工步,但考虑到增强凹模强度,在落料工序之前加了一个空挡工位,构成二工步三工位连续冲裁模。如果不加一个空挡工位,冲孔凹模刃口距落料凹模刃口仅有2mm多一点,对于冲裁料厚t=1.5mm的凹模体来讲,最小凹模壁厚过于薄弱,影响冲模寿命。加入一个工位,将两冲裁工位间距拉开,对增强凹模强度十分有利。
该冲模在结构的细部设计上,采取如下技术措施:
1)对小凸模加固并改进导向结构,冲2mm×4mm小凹口凸模,其杆部加粗成圆杆,既提高了强度,又改善了制模工艺性。
2)采用局部镶嵌结构的凹模,以便于制出两个大小凹口的凹模。为凹模板嵌装方便,嵌件制成规则的几何外形,多数为圆形、方形或矩形。
3)采用并排两个固定挡料销17。在正常情况下,当冲压件挡料边大于100mm时才采用两个挡料销,而且两个挡料销的中间距离要尽量拉开,定位更准确,但该冲压件挡料边中部是前一工步冲出的凹口,用一个挡料销会出现歪斜、不准的情况。
4)采用加厚模座的加强型导柱模架,以提高模架刚度和模座对长时间连续高强度冲裁的抗疲劳能力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。