



【摘要】:模具图图1-24 连接臂滑动导向导柱模架固定卸料冲孔、落料连续冲裁模模具主要技术规格及零部件表1-24 模具主要技术规格及零部件(续)分析说明图1-24所示为连接臂滑动导向导柱模架固定卸料冲孔、落料连续冲裁模。根据排样图的设计,冲模宜选用对角或中间导柱模架。只有中间导柱模架或对角导柱模架适合纵向送料,而该零件的长宽比虽达到3.25,但排样设计为3个工位,中间Ⅱ工位是空挡,两个冲裁工步使模具的承载沿冲模的几何中心大致平衡。
(1)模具图(图1-24)
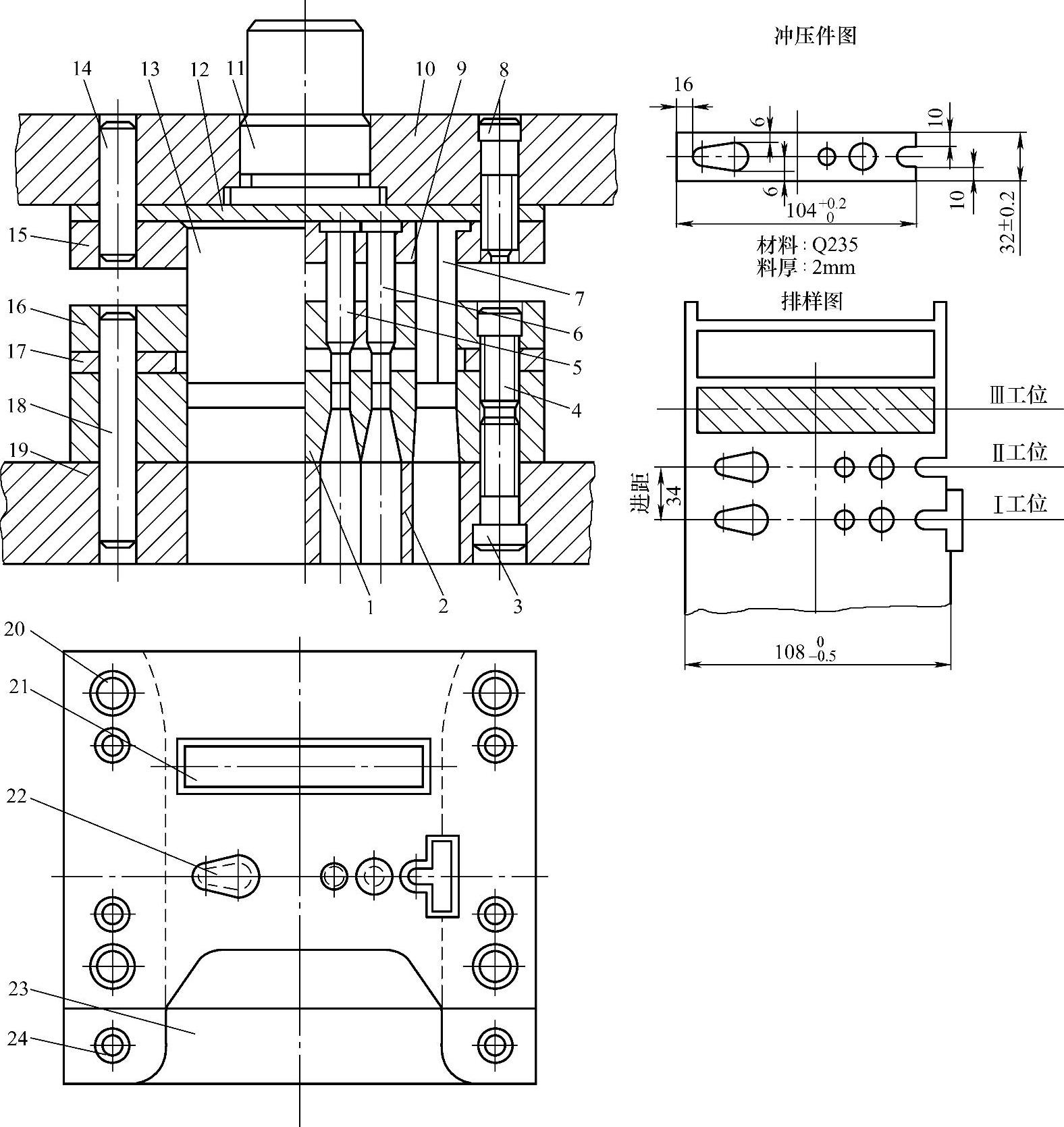
图1-24 连接臂滑动导向导柱模架固定卸料冲孔、落料连续冲裁模
(2)模具主要技术规格及零部件(表1-24)
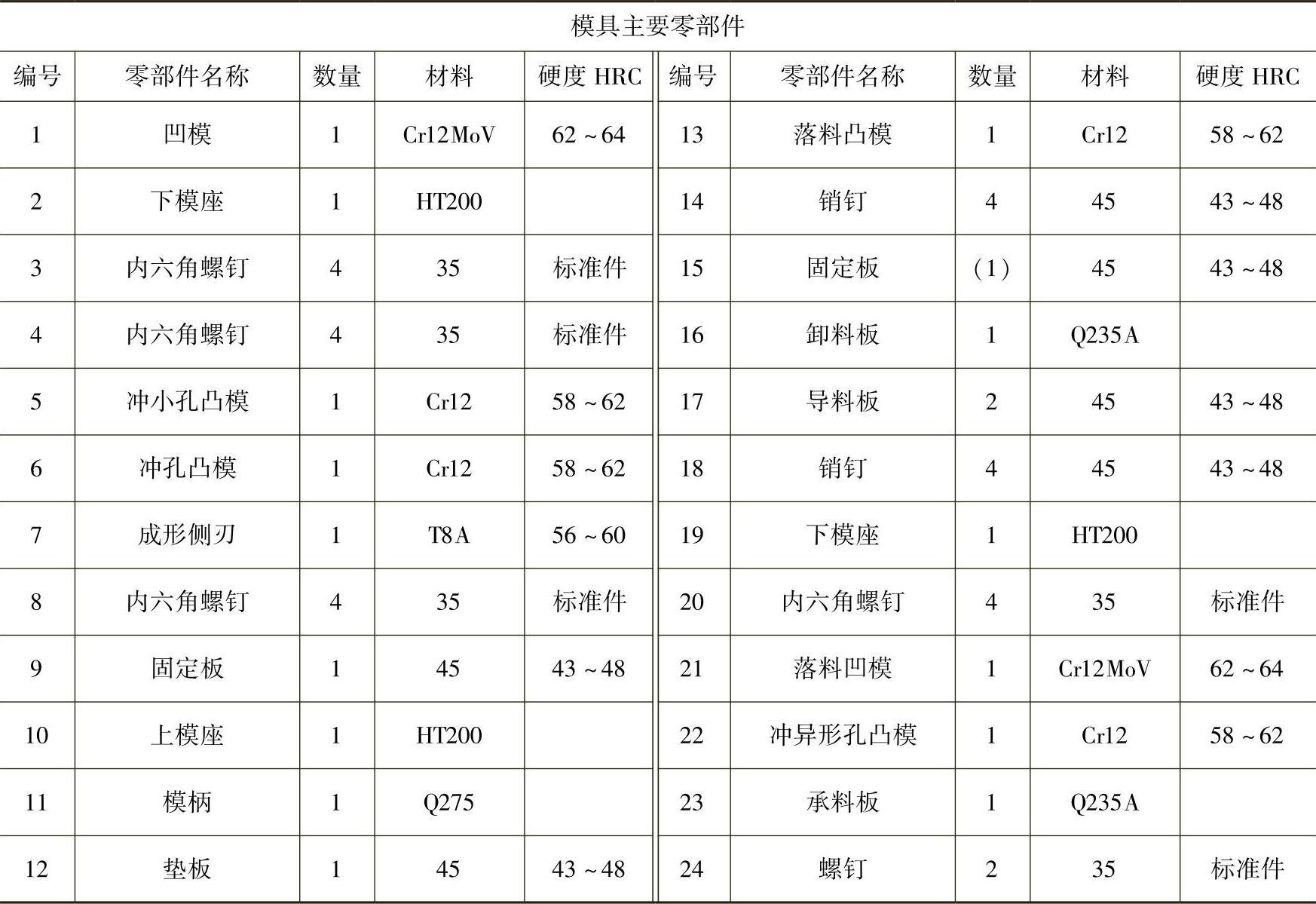
表1-24 模具主要技术规格及零部件

(续)(https://www.xing528.com)
(3)分析说明
图1-24所示为连接臂滑动导向导柱模架固定卸料冲孔、落料连续冲裁模。冲压件整体是矩形,在矩形的一个短边有半长圆凹口。这种形状给排样设计带来了方便,可以采用单、双列直排及无搭边排样,但冲压件长、宽都有公差要求,同时,一端有凹口,中间有3个不等尺寸的孔,故采用了横置单列有搭边直排。无搭边排样虽可节省材料,但冲压精度很低,一般为IT14,确保冲压件长度1040+0.2mm十分困难。为简化冲模结构,准确控制送料进距S=340+0.15mm,将冲侧边凹口的必设凸模与侧刃组合,构成半圆头T形成形侧刃,使侧刃半圆头冲出冲压件端部凹口,侧刃切除条料边的长度L=340+0.1mm。此时,该侧刃具有标准侧刃切边定位以及冲凹口凸模的双重作用,不仅使冲模省去了送料定位系统,还节省了切边废料。
根据排样图的设计,冲模宜选用对角或中间导柱模架。根据冲压件窄长而进距相对不大的特点,采用纵向送料入模的结构形式。只有中间导柱模架或对角导柱模架适合纵向送料,而该零件的长宽比虽达到3.25,但排样设计为3个工位,中间Ⅱ工位是空挡,两个冲裁工步使模具的承载沿冲模的几何中心大致平衡。凹模周界接近正方形,采用对角导柱模架更合适。
采用成形侧刃取代标准侧刃是多工位连续模结构设计中经常采用的一项成熟的节能减材技术,不仅在多工位连续冲裁模中有所使用,在多工位弯曲成形模中使用更广泛。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。